Название: Бис-малеинимид-олигофенолдисульфидное связующее и материалы на его основе
Вид работы: учебное пособие
Рубрика: Химия
Размер файла: 105.34 Kb
Скачать файл: referat.me-369389.docx
Краткое описание работы: Разработка на основе взаимодействия ароматических бис-малеинимидов и олигофенолдисульфидов нового термореактивного связующего, отверждаемого по полимеризационному механизму, свойства которого в широких пределах можно регулировать соотношением сомономеров.
Бис-малеинимид-олигофенолдисульфидное связующее и материалы на его основе
В настоящее время широкое практическое распространение нашли полимеры на основе ароматических бис-малеинимидов (БМИ) [1]. Однако гомополимеры БМИ являются жесткими густосетчатымп продуктами с невысокой механической прочностью [2], поэтому для улучшения свойств полимеров на основе БМИ проводят их взаимодействие с ди- или полифункциональными пуклеофильными агентами, получая при этом полимеры с гибкими мостиковыми связями между БМИ-фрагментами.
В качестве нуклеофильных агентов для получения полимеров на основе БМИ использованы ди- или полифункциональные амины [3], фенолы [4], тиолы [5, 6] и т. п. Например, при взаимодействии БМИ с дитиофеноламп Сергеевым с сотр. [6, 7], а затем Уайтом и Скайя [8] получены полиимидосульфиды с улучшенными термическими характеристиками. Однако дитиофенолы — труднодоступные продукты вследствие многостадийного их синтеза, поэтому в данной работе термореактивные полимеры с шарнирными атомами серы между ароматическими циклами получены взаимодействием БМИ и олигофенолдисульфидов (ОФС) формулы
(х=1—2, п=2—6), являющихся продуктами прямой поликонденсации фенола с серой в щелочной среде.
Взаимодействие ОФС и БМИ осуществляли смешением компонентов в различных соотношениях при 180° в течение 40 мин с последующим отверждением при этой же температуре в пресс-форме при давлении 50 Мн/м2 [9]. Условия получения и некоторые свойства полученных образцов приведены в табл. 1.
Отвержденные полимеры представляют собой твердые, прозрачные монолитные стекла коричневого цвета, практически нерастворимые в органических растворителях (табл. 1). Содержание гель-фракции во всех образцах >95%. Испытания механических свойств формованных образцов показали, что введение ОФС в БМИ приводит к повышению механической прочности отвержденных образцов. Как видно из табл. 1, наибольшая прочность наблюдается у образцов, содержащих 10—40 вес.% ОФС (полиме ры 2—4).

Прочность на удар этих образцов в 2—3 раза выше по сравнению с образцами гемополимера БМИ (полимер 9). Следует отметить, что стадия образования форполимера, а также отверждение продуктов взаимодействия БМИ — ОФС происходят без выделения низкомолекулярных летучих продуктов реакции, по-видимому, по механизмам полимеризации и поли-лрисоединения.
Поскольку ОФС содержит в структуре дисульфидные связи и гидро-ксильные группы, представляло интерес выяснить, какие из этих функциональных групп принимают участие в реакциях структурирования с БМИ. С этой целью было проведено отверждение в аналогичных условиях БМИ и фенолформальдегидного новолачного олигомера (ФФН), в котором ре-акционноспособными группами по отношению к БМИ могли быть только фенольные гидроксилы. Оказалось, что система БМИ — ФФН также от-верждается в данных условиях без выделения летучих продуктов, вероятно, за счет реакции полиприсоединения гидроксигрупп к двойным связям БМИ. Однако время желатинизации такого связующего (полимер 8) в ~2 раза больше, чем при использовании олигофенолов с дисульфиднымн связями, что указывает на участие дисульфидных связей ОФС в реакциях структурирования. Важно отметить, что механическая прочность отверж-денных образцов полимера 8 существенно ниже, чем с использованием ОФС, и находится на уровне прочности гомополимера БМИ.
Подобно индивидуальным дисульфидам [10] дисульфидные связи в ОФС в данных условиях, по-видимому, гомолитически расщепляются с образованием способных к взаимодействию с двойной связью БМИ шильных макрорадикалов. Это подтверждается ростом интенсивности в ИК-спектрах отвержденных продуктов полосы поглощения 1180 см-1 , относящейся к валентным колебаниям связей сукцинимидный цикл — сера [8,11? . Относительный вклад данной реакции в процесс структурирования довольно велик, так как фенольные гидроксилы в этих условиях менее активны и присутствуют в отвержденных продуктах (как следует из ИК-спектров) даже при ~20-кратном избытке БМИ (полимер 1).
Согласно результатам термомеханических испытаний, все отвержден-пые полимеры имеют высокую теплостойкость и не размягчаются до температуры разложения. Следует отметить, что большую деформацию имеют полимеры 6 и 7, полученные с избытком ОФС, а также полимер на основе ФФН, что свидетельствует о более редкой сшивке этих полимеров.
Таким образом, частоту сетки и эластичность связующего на основе БМИ — ОФС можно регулировать соотношением сомономеров.
На базе разработанного связующего получены наполненные стеклопорошком композиционные материалы (КМ). При обработке режимов отверждения КМ на пластометре Канавца установлено, что время пластично-вязкого состояния (рис. 1) и время отверждения (рис. 2) КМ нелинейно уменьшаются с ростом температуры, а при температурах ниже 180° отверждения практически не происходит (максимальное напряжение сдвига не превышает 3,5 МПа).

Рис. 1. Зависимость продолжительности пластично-вязкого состояния композиционных материалов от температуры. Соотношение БМИ:: ОФС=1: 0,1 (2), 1: 0,6 (2) и 1: 1,4 (3)
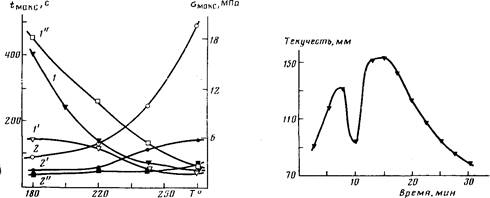
Рис. 2. Зависимость максимального времени отверждения *мак с (-?, 1', 1") и максимального напряжения сдвига аМ акс (2, 2', 2") от температуры. Соотношение БМИ: ОФС= 1: 0,1 (1, 2), 1: 0,6 (Г, 2') и 1: 1,4 (2", 2")
Рис. 3. Зависимость текучести пресс-композиции от времени вальцевания (соотношение БМИ:: ОФС=1: 0,1). Текучесть определена по стрелке Рашига при 230°
Оценка максимального напряжения сдвига КМ показывает (рис. 2), что интервал температур отверждения, приводящий к получению жесткого при высоких температурах ПИ, находится в области температур 250— 280° (напряжение сдвига достигает 19,5 МПа).
Уменьшение соотношения БМИ: ОФС приводит к снижению максимально достигаемого напряжения сдвига (рис. 2). Уже при соотношении 1: 0,6 эта величина ниже в 3,5 раза, чем для соотношения 1: 0,1, а при 1: 1,4 КМ при температурах отверждения 180—280° представляет собой слабо сшитый пластичный материал.
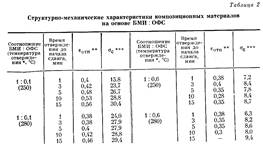
Из результатов структурно-механического анализа КМ, отвержденных без сдвиговых деформаций, видно (табл. 2), что максимальная жесткость испытуемых образцов при соотношении БМИ: ОФС=1: 0,1 достигает максимального значения (27—29 МПа) уже через 3—5 мин. Уменьшение соотношения БМИ: ОФС в КМ приводит к образованию более редкой пространственной сетки в процессе структурирования, что выражается в снижении жесткости отвержденного КМ в горячем состоянии и его теплостойкости (табл. 2).
Таким образом, для получения теплостойких образцов, по данным пластометрии, наиболее оптимальным соотношением БМИ: ОФС является 1: 0,1, а для переработки КМ выбран следующий режим прессования: 230—250°, а давление 30—35 МПа, время выдержки 3 мин на I мм толщины образца.
Известно, что подготовка пресс-материала вальцеванием оказывает значительное влияние на качество пресс-изделий [12, 13], поэтому было предпринято исследование по определению оптимального режима вальцевания КМ. Оценку проводили определением текучести КМ по Ратлигу [13]при 230° и времени выдержки 3 мин (рис. 3) и определением прочности образцов, отпрессованных на основе пресс-масс с различным временем вальцевания (табл. 3).
Как видно из рис. 3, максимальная текучесть КМ наблюдается при времени вальцевания 15 мин. Появление двух максимумов на кривой текучести обусловлено, по-видимому, протеканием механохимических реакций в процессе вальцевания. Подготовленные при этих условиях образцы хорошо формуются, поверхность образцов гладкая, без вздутий, трещин и сколов, при этом достигаются максимальные физико-механические показатели (табл. 3).
Результаты испытаний, представленные в табл. 3, подтверждают данные пластометрии о том, что температура отверждения должна быть не менее 230°. Так, образцы, отвержденные при 190°, имеют прочность ниже, чем образцы, отвержденные при 230° и требуют дополнительной термообработки для достижения того же уровня прочности, в то время как при
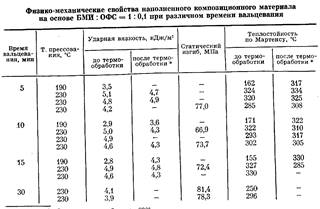
230° происходит полное отверждение образцов, и дополнительной термообработки не требуется. Определение механических характеристик КМ показало сочетание высокой прочности на удар и высокой теплостойкости полученных материалов.
Испытание диэлектрических свойств разработанного КМ показало, что формованные образцы имеют удельное объемное электрическое сопротивление 1,4-1016 Ом-см, удельное поверхностное электрическое сопротивление 1,5 -1016 Ом, тангенс угла диэлектрических потерь 0,013 и электрическую прочность 16,9 кВ/мм.
Таким образом, на основе БМИ и доступного ОФС разработано новое термореактивное связующее, отверждаемое по полимеризационному механизму, свойства которого в широких пределах можно регулировать соотношением сомономеров. На базе этого связующего получены стеклонаполненные композиционные материалы, исследованы режимы их переработки, свойства и установлено, что наибольшую теплостойкость п лучшие физико-механические свойства имеет материал на основе связующего с соотношением БМИ: ОФС=1: 0,1.
Олигофенолдисульфид получали по аналогии с методикой работы [15], полученный продукт характеризуется следующими показателями: т. каплепадения 125°, содержание свободного фенола 1,1%, содержание серы 31%, свободная сера отсутствовала, содержание гидроксильных групп 9%, М=450.
Связующее получали поликонденсацией БМИ и ОФС в смесителе с электрообогревом, имеющим два горизонтально расположенных месильных вала Z-образной формы. Поликонденсацию проводили при 140—150° и перемешивании в течение 25 мин. При этом компоненты загружали одновременно в виде механической смеси измельченных продуктов.
Композиционный материал получали гомогенизацией компонентов путем перемешивания в шаровой мельнице при 20° с последующей термомеханической пластификацией на фрикционных вальцах при температуре рабочего и холостого валков 140 и 160° соответственно.
Пластометрические исследования проводили на пластометре ППР-1 в интервале температур 180—280° при скорости сдвига 0,015 см-1 и удельном давлении 34 МПа. Физико-механические испытания образцов на основе отвержденного связующего проводили на приборе «Дин-Стат» (ГДР) на образцах размером 10X15X4 мм; образцов наполненной композиции — на приборах копр маятниковый марки БКМ-5 и контролер постоянных форм по Мартенсу марки ФВМ (ГДР), на образцах размером 10Х15Х Х120 мм. Термомеханические характеристики снимали на таблетках диаметром 4,5 и высотой 2 мм. Скорость подъема температуры 1 град/мин. ИК-спектры снимали на спектрофотометре UR-20 в таблетках с КВг. Гель-фракцию определяли экстракцией образцов в аппарате Сокслета кипящим 1,4-диоксаном в течение 10 ч.
ЛИТЕРАТУРА
1.Дорошенко Ю.Е., Саморядов А.В., Коршак В.В. В кн.: Итоги науки и техники. Химия и технология высокомолекулярных соединений. М.: ВИНИТИ, 1982, т. 17, с. 3.
2.Киселев Б.А. В кн.: Итоги науки и техники. Химия и технология высокомолекулярных соединений. М.: ВИНИТИ, 1977, т. 11, с. 176.
3.Сергеев В.А., Неделъкин В.И., Юферов Е.А., Ёрж Б.В., Комарова Л.И., Бахмутов В.И., Цыряпкин В.А. Высокомолек. соед. А, 1984, т. 26, № 9, с. 1936.
4.Takahashi A., Morishita Н., Itoh Y., Nishikawa A., Wasima М. Pat. 4592 (Japan).— Printed in Chem. Abstrs, 1980, v. 92, № 24, p. 199248q.
5.Crivello J.V.J. Polymer Sci. Polymer Cliem. Ed., 1976, v. 14, № 1, p. 159.
6.Сергеев В.А., Неделъкин В.И., Арустамян С.С, Ливен А. В., Ёрж Б.В. А. с. 745911 (СССР).- Опубл. в Б. И., 1980, № 25, с. 121.
7.Sergeev V.A., Nedel'kin V. 1. Acta Polymerica, 1982, В. 33, № 11, S. 647. ...
8.White J.E., Scaia M.D. Polymer, 1984, v. 25, № 6, p. 850.
9.СергеевВ.А., НеделъкинВ.И., ЮферовЕ.А., КолбинаН.А., Пугина 3.И., ЮфероваА.М., ГаврилинГ.Ф., ЁржБ.., ГоловачГ.И., ЮнниковВ.В. А. с. 1058976 (СССР).- Опубл. в Б. И., 1983, № 45, с. 89.
10. Bindra А.P., Elix J.A., Morris G.С. Austral. J. Chem., 1969, v. 22, № 11, p. 2483. гД. White J. E., Snider D.A., Scaia M.D. J. Polymer Sci. PolymerChem. Ed., 1984, v. 22, № 3, p. 589.
12. Канавец И.Ф. Отверждение термореактивных пресс-порошков и метод расчета минимальной выдержки при прессовании изделий из фенопластов. М.: Изд-во АН СССР, 1957.
Похожие работы
-
Аэроформинг
Введение Одним из основных процессов производства неэтилированных высокооктановых бензинов является процесс каталитического риформинга, осуществляемый на платиновых или полиметаллических катализаторах.
-
Ненасыщенные альдегиды и кетоны
Ненасыщенные альдегиды и кетоны Ненасыщенные альдегиды и кетоны, в зависимости от взаимного расположения двойной и карбонильной групп в молекуле, могут быть поделены на три группы: с сопряженными (CH=CH
-
Пластические массы
Применение пластических масс в отраслях промышленности и сельского хозяйства в качестве материалов конструкционного, защитного, электротехнического, декоративного, фрикционного и антифрикционного назначения. Основные свойства термопластов и реактопластов.
-
Методы совмещения наполнителя со связующим
Распространенные способы физического модифицирования полимеров с целью придания им специфических свойств. Термогравиметрический анализ магнитопластов. Сравнительные характеристики материалов на основе каолина. Свойства теплоизоляционных материалов.
-
Современные направления развития композитов на основе полимеров
Общая характеристика современных направлений развития композитов на основе полимеров. Сущность и значение армирования полимеров. Особенности получения и свойства полимерных композиционных материалов. Анализ физико-химических аспектов упрочнения полимеров.
-
Стеклопластик
Реферат по химии на тему: Санкт-Петербург 2003 г. Что такое стеклопластик Стеклопластик - композиционный материал, состоящий из стеклянного наполнителя и синтетического полимерного связующего. Наполнителем служат в основном стеклянные волокна в виде нитей, жгутов (роввингов), тканей, матов, рубленых волокон; связующим - полиэфирные, феноло-формальдегидные, эпоксидные, кремнийорганические смолы, полиимиды, алифатические полиамиды, поликарбонаты и др.
-
Сборник задач и расчетно-графических работ по технологии переработки полимеров
Содержание 1. Формование изделий (1,2,3,4,5,6,7) 2. Характеристики волокнистых наполнителей (8,9,10) 3. Отверждение термореактивных связующих (11,12,13,14,15,16)
-
Физико-химические основы технологии поликонденсационного наполнения базальто-, стекло- и углепластиков
Разработка научных основ интеркаляционной технологии базальто-, стекло-, углепластиков поликонденсационным способом наполнения на основе фенолформальдегидного связующего, базальтовой, стеклянной и углеродной нитей. Изучение особенностей адсорбции фенола.
-
Закономерности процесса формования электродов на основе оксида меди и влияние параметров процесса на эксплуатационные характеристики литиевых источников тока
Литиевые источники тока как новые, нетрадиционные химические источники тока. Актуальность, цель, научная новизна исследования процесса формования электродов. Практическая ценность непрерывного формования ленточных электродов, практические рекомендации.
-
Технология модификации вискозных волокон производными диметилметил-фосфоната с целью получения волокон пониженной горючести
Замедлители горения (ЗГ) - наиболее распространенный и эффективный способ снижения горючести полимерных материалов. Обоснование выбора ЗГ для вискозных волокон, разработка параметров модификации. Кинетика сорбции замедлителей горения вискозным волокном.