Название: Сварка латуни
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 34.99 Kb
Скачать файл: referat.me-299078.docx
Краткое описание работы: Схема соединения деталей сваркой плавлением. Сварка по виду применяемой энергии. Сварка латуни. Дуговая сварка латуни. Режимы сварки латуни угольным электродом. Газовая сварка латуней. Применение флюса БМ-1 повышает производительность сварки.
Сварка латуни
Министерство образования РФ
 |
Курсовая работа
по теме:
«Сварка латуни»
Выполнил: Овчинников Е. В.
Проверила: Ишмуратова А.
2007 г.
 Содержание
Содержание
Введение 3
Сварка латуни 5
Используемая литература 9
 Введение
Введение
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Определение сварки относится к металлам и неметаллическим материалам (пластмассы, стекло, резина и т. д.).
Свойства материала определяются его внутренним строением — структурой атомов. Все металлы в твердом состоянии являются телами с кристаллической структурой. Аморфные тела (стекло и др.) имеют хаотическое расположение атомов. Для соединения свариваемых частей в одно целое нужно их элементарные частицы (ионы, атомы) сблизить настолько, чтобы между ними начали действовать межатомные связи, что достигается местным или общим нагревом или пластическим деформированием или тем и другим.
В зависимости от условий, при которых осуществляется сваривание (образование межатомных связей) частиц металла, различают сварку плавлением и сваркудавлением.
Сущность сварки плавлением (рисунок 1) состоит в том, что металл по кромкам свариваемых деталей 1и 2подвергается плавлению от нагрева сильным концентрированным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленным шлаком, энергией электронного луча, плазмой, энергией лазерного луча. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочнойванной. После застывания металла сварочной ванны получается металл шва 4. Металл шва может образоваться только за счет переплавления металла по кромкам 3или дополнительного присадочного металла, введенного в сварочную ванну.
 |
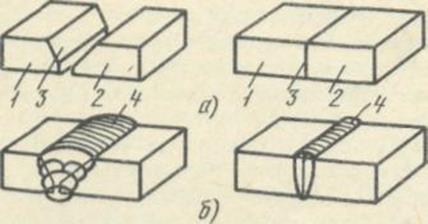 |
а – детали перед сваркой; б – детали после сварки
Рисунок 1 – Схема соединения деталей сваркой плавлением
Зона частично оплавившихся зерен металла на границе кромки свариваемой детали и шва называется зоной плавления; в этой зоне достигается межатомная связь. При этом металл шва тесно соприкасается с металлом свариваемых частей, а загрязнения, находившиеся на поверхностях свариваемых частей, всплывают наружу, образуя шлак.
Сущность сварки давлением состоит в пластическом деформировании металла в месте соединения под действием силы Р. Находящиеся на соединяемых поверхностях различные загрязнения вытесняются наружу, а поверхности свариваемых частей будут чистыми, ровными и сближенными по всему сечению на расстояние атомного сцепления. Зона, в которой установилась межатомная связь, называется зоной соединения. Ширина зоны соединения измеряется десятками микрон.
Пластическую деформацию кромок деталей осуществить легче, если нагревать место соединения. Источником тепла (при сварке с местным нагревом) служит электрический ток, газовое пламя, химическая реакция, механическое трение; при сварке с общим нагревом — кузнечный горн, нагревательная печь.
 Процесс сварки делят на три класса (ГОСТ 19521—74): термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией.
Процесс сварки делят на три класса (ГОСТ 19521—74): термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией.
Сварка по виду применяемой энергии подразделяется на следующие основные виды:
давлением с общим нагревом: кузнечная, прокаткой, выдавливанием;
давлением с местным нагревом: контактная, индукционно-прессовая, термитно-прессовая, газопрессовая, диффузионная, дуто-прессовая;
давлением без нагрева металла внешним источником тепла; ультразвуковая, холодная, трением, взрывом, магнитноимпульсная;
плавлением: дуговая, газовая, термитная, электрошлаковая, электронно-лучевая, лазерным лучом, плазменная.
Сварка латуни
Латунь представляет собой сплав меди с цинком; температура плавления латуни 800—1000 °С.
При дуговой сварке из латуни интенсивно испаряется цинк; расплавленный металл поглощает водород, который не успевает выделиться при затвердевании жидкого металла в сварочной ванне, в результате чего в шве образуются газовые поры. Водород попадает в сварочную ванну из покрытия, флюса или воздуха.
Сварка латуней покрытыми электродами находит ограниченное применение, в основном для исправления брака литья. Это объясняется сильным испарением цинка при дуговой сварке по сравнению с газовой сваркой, дуговой под флюсом или дуговой в защитном газе.
 Для дуговойсварки латуни применяют электроды с покрытием ЗТ, разработанные Балтийским заводом в Ленинграде. Состав электрода следующий: стержень из кремнемарганцовистой бронзы Бр. КМц 3-1, содержащей 3 % кремния и 1 % марганца; покрытие из 17,5 % марганцовой руды, 13 % плавикового шпата, 16 % серебристого графита, 32 % ферросилиция 75 %-ного, 2,5 % алюминия в порошке. Сварка ведется постоянным током при обратной полярности короткой дугой с целью снижения выгорания цинка. От вытекания металла стык защищают прокаленной асбестовой подкладкой с обратной стороны стыка. При толщине листов до 4 мм сварку ведут без разделки кромок. При толщине листов более 4 мм разделка кромок такая же, как и для стали. После сварки шов проковывают, а затем отжигают при 600—650°С для выравнивания химического состава и придания металлу мелкозернистой структуры.
Для дуговойсварки латуни применяют электроды с покрытием ЗТ, разработанные Балтийским заводом в Ленинграде. Состав электрода следующий: стержень из кремнемарганцовистой бронзы Бр. КМц 3-1, содержащей 3 % кремния и 1 % марганца; покрытие из 17,5 % марганцовой руды, 13 % плавикового шпата, 16 % серебристого графита, 32 % ферросилиция 75 %-ного, 2,5 % алюминия в порошке. Сварка ведется постоянным током при обратной полярности короткой дугой с целью снижения выгорания цинка. От вытекания металла стык защищают прокаленной асбестовой подкладкой с обратной стороны стыка. При толщине листов до 4 мм сварку ведут без разделки кромок. При толщине листов более 4 мм разделка кромок такая же, как и для стали. После сварки шов проковывают, а затем отжигают при 600—650°С для выравнивания химического состава и придания металлу мелкозернистой структуры.
Сварку латуни можно выполнять угольным электродом на постоянном токе при прямой полярности с применением флюсов.
При сварке латуни угольным электродом используют флюсы. Наибольшее распространение получил флюс БЛ-3 состава: 35 % криолита, 12,5 % хлористого натрия, 50 % хлористого калия, 2,5 % древесного угля.
Режимы сварки латуни угольным электродом представлены в таблице 1.
Таблица 1 – Режимы сварки латуни угольным электродом
Толщина металла, мм |
Диаметр угольного электрода, мм |
Диаметр присадочного стержня, мм | Сварочный ток, А |
3 5 10 14-16 |
6 10 18 20 |
4 6 8 10 |
180-200 240-270 400-450 450-550 |
 Латунь толщиной до 10 мм сваривают без подогрева, более 10 мм — с подогревом до 300—350°С.
Латунь толщиной до 10 мм сваривают без подогрева, более 10 мм — с подогревом до 300—350°С.
Газоваясварка латуней обеспечивает лучшее качество сварных соединений, чем дуговая покрытыми электродами. Для уменьшения испарения цинка сварку латуни ведут окислительным пламенем; при этом на поверхности сварочной ванны образуется жидкая пленка окиси цинка, препятствующая его испарению. Избыточный кислород окисляет часть водорода пламени и поглощение жидким металлом водорода уменьшается.
Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%.
Для удаления окислов меди и цинка при газовой сварке пользуются флюсами того же состава, что и при дуговой сварке меди угольным электродом.
Для уменьшения испарения цинка и поглощения сварочной ванной водорода конец ядра пламени должен находиться от свариваемого металла на расстоянии в 2—3 раза большем, чем при сварке стали.
Для газовой сварки латуней ВНИИавтогенмаш разработал присадочную проволоку марки ЛК 62-0,5 (ГОСТ 16130—72), содержащую 60,5— 63,5 % меди, 0,3—0,7 % кремния, остальное — цинк. В качестве флюса при сварке этой присадочной проволокой применяют прокаленную буру.
ВНИИавтогенмаш для сварки латуней разработал самофлюсующую присадочную проволоку ЛКБ062-02-004-05 (ГОСТ 16130—72), содержащую 60,5—63,5'/, меди, 0,1—0,3 % кремния, 0,03—0,1 % бора, 0,3—0,7 % олова, остальное — цинк. Бор, входящий в состав проволоки, выполняет функции флюса. Применение другого флюса при сварке этой проволокой не требуется.
 Хорошее качество газовой сварки латуней достигается применением флюса БМ-1 (разработан ВНИИавтогенмаш), состоящего из 25 % метилового спирта и 75 % метилбората, или флюса БМ-2, состоящего из одного метилбората. Эти флюсы вводятся в сварочную ванну в виде паров. Ацетилен пропускается через жидкий флюс, находящийся в особом сосуде (флюсопитателе), насыщается парами флюса и подается в горелку. В пламени флюс сгорает по реакции
Хорошее качество газовой сварки латуней достигается применением флюса БМ-1 (разработан ВНИИавтогенмаш), состоящего из 25 % метилового спирта и 75 % метилбората, или флюса БМ-2, состоящего из одного метилбората. Эти флюсы вводятся в сварочную ванну в виде паров. Ацетилен пропускается через жидкий флюс, находящийся в особом сосуде (флюсопитателе), насыщается парами флюса и подается в горелку. В пламени флюс сгорает по реакции
2В(СН3 0)3 -1-902 = В2 Оз + 6С02 + 9Н2 0.
Борный ангидрид В2 0, является флюсующим веществом. Применение флюса БМ-1 повышает производительность сварки, дает металл шва с высокими механическими свойствами и обеспечивает почти полную безвредность процесса для сварщика.
 Используемая литература:
Используемая литература:
1 Рыбаков В. М. Сварка и резка металлов: Учебник для сред. проф.-тех училищ .- 2-е изд., испр. – М.: Высш. школа, 1979, - 217 с., ил.
2 Сварка и резка металлов: Учеб. пособие для нач. проф. образования / М. Д. Баннов, Ю. В. Казакова. – 3-е изд., стер. – М.: Издательский центр «Академия»,
2003. – 400 с.
3 Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с.
Похожие работы
-
Разработка технологии сварки секции корпуса судна
Санкт-Петербургский государственный морской технический университет Кафедра сварки судовых конструкций Курсовая работа РАЗРАБОТКА ТЕХНОЛОГИИ СВАРКИ
-
Расчет деформаций, возникающих при сварке поясных швов балки двутаврового поперечного сечения
Выбор конструктивного оформления и размеров сварных соединений. Ориентировочные режимы сварки. Расчет геометрических характеристик сечений, усадочной силы, продольного укорочения и прогибов балки, возникающих при сварке швов балки двутаврового сечения.
-
Сплавы на основе меди
Методика и основные этапы проведения металлографического анализа сплава латуни Л91. Зарисовка микроструктуры данного сплава на основе меди. Подбор необходимой диаграммы состояния. Зависимость механических свойств с концентрацией меди в сплаве латуни Л91.
-
Сплавы на основе меди
Методика проведения металлографического анализа сплава латуни ЛА77–2. Зарисовка микроструктуры данного сплава на основе меди. Приведение необходимой диаграммы состояния. Зависимость механических свойств с концентрацией меди в сплаве латуни ЛА77–2.
-
Ликвидация трещины в алюминиевом поддоне автомобиля
Ремонт автомобиля после удара алюминиевым поддоном о твердый предмет. Основные трудности сварки алюминия и его сплавов. Сварка вольфрамовым электродом переменным симметричным током. Технология ремонта, оборудование для сварки. Контроль сварного шва.
-
Пайка и сварка 2
РЕФЕРАТ По теме Пайка и сварка 1. Основы теории пайки металлов……………………1 2. Технология пайки…………………………………...2 3. Флюсы ………………………………………………3 4. Припои………………………………………………4
-
Характеристика материала Ст3пс
Способ сварки газовая Марка детали Ст3пс Вид соединения тавровое Толщина свариваемой детали Расшифровка: крупноспокойная сталь с 0,3 % углерода Характеристика материала Ст3пс.
-
Сварка судовых конструкций
Цель работы: Разработать технологический процесс сборки и сварки заданной корпусной конструкции. В качестве корпусной конструкции задана лобовая переборка.
-
Сварка излучением
Сварка излучением Сущность процесса. Сварка пластмасс излучением основана на способности пластмасс поглощать лучистую (фотонную) энергию и за счет этого нагреваться. В результате поверхностные слои деталей из термопластов переходят в вязкотекучее состояние и с приложением необходимого давления свариваются.
-
Сварочные технологии
Московский государственный автомобильно-дорожный институт. Сварочные технологии Студент: Троицкий А. П. Группа: 1КМ1 МОСКВА 2001. Определение сварки