Название: Система автоматизированного производства
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 23.32 Kb
Скачать файл: referat.me-299557.docx
Краткое описание работы: Сформировать множество типовых решений. Имеется два решения данной задачи, которые и составят множество типовых решений. МТР={3Е710А, 3Е711В, 3Е721ф1-1};
Система автоматизированного производства
1.
2. Сформировать множество типовых решений.
Имеется два решения данной задачи, которые и составят множество типовых решений.
МТР={3Е710А, 3Е711В, 3Е721ф1-1};
2.Сформировать комплекс условий применимости.
Естественными условиями применимости в данном случае:
а)размещаемость детали в рабочей зоне станка (габариты детали D и L);
б) возможность обработки. Вторую группу условий составляют следующие требования: продольное перемещение стола S, угол поворота стола в горизонтальной плоскости a . В соответствии с этим комплекс условий применимости имеет следующий вид:
КУП=
3. Сформировать массив условий применимости.
Массив условий применимости—это множество характеристик типовых решений, составленных в терминалах комплекса условий применимости.
3Е710А
МУП= 3Е711В 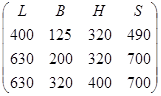 ;
;![]() 3Е721Ф1-1
3Е721Ф1-1
4. Сформировать заданные справочные таблицы
| Станок | Код |
| 3Е710А | 1 |
| 3Е711В | 2 |
| 3Е721ф1-1 | 3 |
Строим ОТР.
Построим ОТР пользуясь осями характеристических значений массива условий применимости
1, 2, 3 2, 3 L 2
0 400 630
![]()
![]()
![]()
![]() 1, 2, 3 2, 3 3 B 3
1, 2, 3 2, 3 3 B 3
![]()
0 125 200 320
1, 2, 3 3
![]()
![]()
![]()
![]() H 2
H 2
0 320 400
![]()
![]()
![]() 1, 2, 3 2, 3 S 2
1, 2, 3 2, 3 S 2
![]() 0 490 700
0 490 700
24
ЮжноУральский Государственный Университет
Контрольная работа
По САПР
Проверил: Кулыгина И.А.
Сделал: Высоцкий С.Ю.
Челябинск
2000
Односторонняя таблица решений (ОТР)
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |
| L | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 630 | 630 | 630 | 630 | 630 | 630 | 630 | 630 | 630 | 630 | 630 | 630 |
| B | 125 | 125 | 125 | 125 | 200 | 200 | 200 | 200 | 320 | 320 | 320 | 320 | 125 | 125 | 125 | 125 | 200 | 200 | 200 | 200 | 320 | 320 | 320 | 320 |
| H | 320 | 320 | 400 | 400 | 320 | 320 | 400 | 400 | 320 | 320 | 400 | 400 | 320 | 320 | 400 | 400 | 320 | 320 | 400 | 400 | 320 | 320 | 400 | 400 |
| S | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 | 490 | 700 |
| Реш. | 123 | 23 | 3 | 3 | 23 | 23 | 33 | 3 | 3 | 3 | 3 | 3 | 23 | 23 | 3 | 3 | 23 | 23 | 3 | 3 | 3 | 3 | 3 | 3 |
| 1 | 2 | 3 | 3 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 3 | 2 | 2 | 3 | 3 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 3 |
Минимизируем ОТР, получаем
| L | 400 | 630 | 630 |
| B | 125 | 200 | 320 |
| H | 320 | 320 | 400 |
| S | 490 | 700 | 700 |
| 1 | 2 | 3 |
Строим двустороннюю таблицу решений
L |
400 | 400 | 400 | 630 | 630 | 630 | |
H |
B S |
125 | 200 | 320 | 125 | 200 | 320 |
| 320 | 490 | 1 | 2 | 3 | 2 | 2 | 3 |
| 320 | 700 | 2 | 2 | 3 | 2 | 2 | 3 |
| 400 | 490 | 3 | 3 | 3 | 3 | 3 | 3 |
| 400 | 700 | 3 | 3 | 3 | 3 | 3 | 3 |
Минимизируем
L |
400 | 630 | 630 | |
H |
B S |
125 | 200 | 320 |
| 320 | 490 | 1 | 2 | 3 |
| 320 | 700 | 2 | 3 | |
| 400 | 700 | 3 | 3 | 3 |
Алгоритмическая таблица решений
| № | L | B | H | S | Решение |
| 1 | £400(.) | £125(.) | £320(.) | £490(.) | 3Е710А |
| £630(w) | £200(.) | £700(w) | 3Е711В | ||
| £320(w) | £400(w) | 3Е721ф1-1 |
Таблица соответствий
а) простая
| L | B | H | S | ||||||
| 400 | 630 | 125 | 200 | 320 | 320 | 400 | 490 | 700 | |
| 3E710А | 1 | 0 | 1 | 0 | 0 | 1 | 0 | 1 | 1 |
| 3Е711В | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 1 | 1 |
| 3Е721ф1-1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
б) логическая
L |
400 |
| 630 | |
B |
125 |
| 200 | |
| 320 | |
H |
320 |
| 400 | |
S |
490 |
| 700 | |
| Решение | 1 |
| 2 | |
| 3 |
Похожие работы
-
Программный комплекс для проектирования и анализа технологии сортовой прокатки
Для усовершенствования и ускорения процесса разработки технологии целесообразно использовать компьютерное моделирование процессов прокатки.
-
Расчет параметров САУ
Цель выполнения курсовой работы – приобретение практических навыков проектирования, расчета параметров САУ и исследования их устойчивости. Тема курсовой работы –
-
Шкалирование. Классификация квалиметрических шкал
Шкалированием называется мера качества, водящая упорядочившие отношения свойств или их мер на измеряемом множестве. Типы квалиметрического шкалирования:
-
Проектирование технологического оборудования и линий
Линия производства пастеризованного молока и разработка принципиальной схемы графа цели для построения ее модели. Операторные стандарты подсистем с помощью типовых значков или графических изображений процессов. Кинематическая схема технологической машины.
-
Основы и принципы роботизации промышленного производства
Роботизация промышленного производства. Автоматизация технологической подготовки производства: объект, сущность, основные требования. Автоматизированное проектирование унифицированных и единичных технологических процессов. Функциональные подсистемы.
-
Автоматизация производства
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение среднего профессионального образования БАЛАКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
-
Обоснование необходимости разработки информационного тезауруса для проектирования самолета и
План работы Введение Требования к САПР и принципы ее разработки Роль тезауруса и САПР Этапы и процедуры проектирования самолетов и необходимость их автоматизации
-
Машина как объект производства
Машина как объект производства: основные понятия, элементы, функции. Точность изготовления машины. Функционально-сборочная единица машины. Основные (или исполнительные) элементы. Классификация элементов машины, форм неделимых элементов, поверхностей.
-
Совершенствование учетного процесса в системе управления предприятий общественного питания
В статье рассмотрены организация и методика учетного процесса затрат на производство и калькулирование себестоимости продукции предприятий общественного питания в соответствии с требованиями законодательства РФ, обозначены проблемы учета и его автоматизации, внесены предложения по совершенствованию учетного процесса в системе управления предприятиями общественного питания.
-
Моделирование напряженно-деформированного состояния деталей при дорновании
Моделирование напряженно-деформированного состояния деталей при дорновании Актуальность. Для повышения эффективности технологических процессов дорнования необходимо иметь модель напряженно – деформированного состояния