Название: Многопустотные плиты перекрытия
Вид работы: курсовая работа
Рубрика: Промышленность и производство
Размер файла: 82.94 Kb
Скачать файл: referat.me-301543.docx
Краткое описание работы: Федеральное агентство по образованию Российской Федерации Государственное образовательное учреждение высшего профессионального образования «САМАРСКИЙ ГОСУДАРСТВЕНЫЙ АРХИТЕКТУРНО СТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ»
Многопустотные плиты перекрытия
Федеральное агентство по образованию Российской Федерации
Государственное образовательное учреждение высшего профессионального образования
«САМАРСКИЙ ГОСУДАРСТВЕНЫЙ АРХИТЕКТУРНО СТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ»
Курсовая работа по дисциплине
Технологические линии предприятий стройиндустрии
Тема: Многопустотные плиты перекрытия
Выполнил
Студент 4 курса СТФ
ПСМИК гр. ЗТ-61
Каменев А.В
Проверил:
Мизюряев С.А.
Самара 2009 г.
Содержание
1. Задание
2. Введение
3. Конвейерный способ производства
4. Формование
5. Тепло-влажностная обработка
6. Технологический процесс
7. Расчет подбора состава бетонной смеси
8. Расчет производительности
9. Технологическая схема
10. Подбор оборудования
11. Список используемой литературы
1. Задание
Плита перекрытия многопустотная по ГОСТ 26434-85 круглыми пустотами диаметром 159мм 1 ПК60.18
Размеры: 6000х1800х220 (мм)
Масса: 3300 кг
Производительность: V= 60000 м2 /год = 13200 м3 /год
Плотность: ![]() =2500 кг/м3
= 2,5 т/м3
=2500 кг/м3
= 2,5 т/м3
Исходные данные для состава бетона
2. Введение
Плиты перекрытия - это наиболее распространенные железобетонные конструкции, которые получили самое широкое распространение для устройства межэтажных перекрытий как молоэтажном, так и высотном домостроении. Плиты перекрытия изготавливают с применением бетона тяжелых марок, легкого конструкционного бетона плотной структуры, а также плотного силикатного бетона. Плиты перекрытия, работающие на изгиб, изготавливают из предварительного напряженного железобетона, а для повышения звукоизоляционных свойств и снижения массы плиты делают с пустотами.
Для уменьшения расхода материалов и уменьшения их собственного веса, железобетонные плиты перекрытия изготавливают облегченными (пустотными) или ребристыми. Это достигается методом удаления бетона из слобонапряженных зон или с применением легких и ячеистых бетонов. Общий принцип проектирования плит перекрытия любой формы поперечного сечения, состоит в удалении возможно большего объема бетона из растянутой зоны с сохранением вертикальных ребер, обеспечивающих прочность элемента по наклонному сечению.
Перекрытия жилых и общественных зданий выполняют из сборных железобетонных сплошных, пустотных или ребристых плит. Плиты сплошного сечения имеют длину до 6, 6 м, ширину З м и толщину 120-160 мм, масса их до 7 т.
Пустотелые плиты перекрытий изготовляют с цилиндрическими пустотами длиной до б м, шириной до 2,4 м и толщиной 220 мы, массой до 4 т или длиной до 9-12 м, шириной до 1,5 м, толщиной 300 мм. Ребристые плиты изготовляют П-образного сечения длиной до 8,8 м, шириной до 1,5 м, Высотой до 400 мм, их масса до 4 т.
При больших пролетах применяют ребристые плиты типа 2Т. Они выполняются длиной до 15 м, шириной до З м и высотой до 600 мм, масса до 11 т. Для изготовления плит применяют тяжелый бетон, а также легкий конструкционный бетон. При использовании легкого конструкционного бетона масса панелей по сравнению с панелями из тяжелого бетона снижается на 20%.
Плиты перекрытий армируют сетками и каркасами из стали класса А-Ш и проволоки ВР1. Если пролеты плит больше З м, их целесообразно изготовлять предварительно напряженными с использованием высокопрочной арматуры. Изготовляют плиты преимущественно по конвейерной и поточно-агрегатной технологии, а большой длины - по стендовой.
3. Конвейерный способ производства
При поточном способе организация производства процессы формования, твердения и распалубки изделий выполняются на специализированных постах, входящих в состав технологического потока. Каждый пост оборудован соответствующими машинами и механизмами, а формы и изделия перемещаются от одного поста к другому. Поточное изготовление изделий в перемещаемых формах может быть запроектировано по поточно-агрегатной и конвейерной схемам производства. Конвейерный способ характеризуется тем, что изделия перемещаются от поста к посту с принудительным ритмом (например, 15 мин), который устанавливают по наиболее длительной технологической операции.
Конвейерные технологические линии целесообразно применять значительной мощности при изготовлении однотипных конструкций большими.
Конвейерная технология по сравнению с поточно-агрегатной является более совершенной формой поточного производства, позволяющая организовать технологический процесс большей мощности с высокой механизацией и автоматизацией операций. В конвейерной технология отсутствуют недостатки, присущие агрегатно-поточной технологии, такие как операции перемещения форм кранами, пропаривание в ямных камерах, а также ручные технологические операция.
На линиях с конвейерным способом производства технологический процесс расчленяется на операция, которые одновременно выполняются на различных рабочих местах (технологических постах), оборудованных соответствующими механизмами. для конвейерных линий важным условием являются постоянство и примерное равенство затрат времени на выполнение операций на всех технологических постах, т. е. должна соблюдаться ритмичность.
На постах последовательно проводятся следующие операция: подготовка формы, укладка арматурных изделий и бетонной смеси, уплотнение ее, тепловая обработка, съем готовых изделий и отделка их. Ко всем постам доставляют необходимые для проведения операций полуфабрикаты, т. е. арматурные каркасы, оконные блоки (для стеновых панелей), бетонную и растворную смесь, отделочные и другие материалы.
Достоинства конвейерной технологии: непрерывность потока и четкость ритма одновременного выполнения всех операций способствуют предотвращению простоев; пооперационное расчленение технологического процесса по стандартным специализированным постам и узкая специализация обеспечивают высокую производительно труда и создают предпосылки для комплексной механизации и автоматизации и контроля пооперационных процессов; непрерывность процессов повышает коэффициент использования технологического оборудования, формовочной оснастки и т.д.
Недостатки конвейерной технология: повышенные капиталовложения в результате увеличения механовооруженности, возрастание затрат на обслуживание механизмов и оборудования, снижение гибкости технологии, что ведет при переходе на новую номенклатуру к значительной реконструкции линии.
4. Формование
На поточно-агрегатных и ,конвейерных линиях процесс формования изделий происходит в одинаковой последовательности. Подготовленная форма подается на пост формования, где в нее укладывается бетонная смесь с помощью бетоноукладчиков или бетонораздатчиков. Затем на этом же или на следующем посту производится уплотнение бетонной смеси на виброплощадках. Заглаживание и отделка поверхности бетона осуществляются на посту формования либо на специальном посту. После этого формы с отформованными изделиями через определенное время, установленное для одного изделия, помещаются в камеры пропаривания или подвергаются электропрогреву.
5. Тепло-влажностная обработка
Щелевые камеры непрерывного действия применяют при конвейерном способе производства железобетонных изделий. Их выполняют в виде проходных тоннелей высотой около 1 м, по которым специальными механизмами перемещают формы-вагонетки с изделиями. Свежеотформованные изделия, перемещаясь вдоль камеры, подвергаются тепловлажностной обработке в соответствия с заданным температурным режимом. Небольшая высота камер исключает перепады температуры среды в их поперечном сечении и создает одинаковые температурно-влажностные условия твердения каждого изделия. длина камер непрерывного действия определяется производительностью конвейеров и продолжительностью тепловой обработки. Компоновка камер непрерывного действия зависят от принятой схемы конвейерной линии. Камеры могут быть выполнены напольными или заглубленными, причем поверхность перекрытий камер используется выполнения различных технологических операций по производству изделий. При необходимости сокращения длины камер непрерывного действия их выполняют блоками в несколько рядов по горизонтали и вертикали.
6. Технологический процесс
Технологический процесс осуществляется на 15 постах. После тепловой обработки и остывания изделий производят обрезку напрягаемых арматурных стержней машиной. Готовые изделия транспортируют на пост отделки. Поддоны чистят и смазывают специальной машиной. Затем укладывают сетки и напрягаемые арматурные сетки, нагретые на установках, расположенных рядом с постом. Этотпост оборудован переходными мостиками для переноса нагретой арматуры. После охлаждения стержней укладывают на поддон подстилающийслой бетонной смеси толщиной 2. ..3 см. На посту формования поддон фиксируется и подъемно-опускная секция опускает его на виброплощадку. Автоматически опускается съемная рама. После нанесения нижнего слоя бетонной смеси и его уплотнения вводят пуансоны, устанавливают ненапрягаемую, арматуру (верхняя сетка, каркасы, закладные детали). Укладывают оставшуюся часть бетонной смеси и уплотняют при помощи виброплощадки и вибропригруза. По окончании процесса уплотнения из бетона извлекают пуансоны, поднимают вибропригруз и раму. Поддон поднимают и по направляющим сталкивают на следующий пост. Продолжительность формования - 22 мин.
После доводки открытых поверхностей поддон с изделием транспортируют в щелевую пропарочную камеру, где изделия прогревают глухим паром (обогрев паровыми регистрами) с добавлением небольшого количества острого пара (обогрев паром, подаваемым через эжекторные устройства или трубы с отверстиями) (10% от общего расхода). Режим термообработки следующий: подъем до 85 . . .90°С - З ч, изотермический прогрев -, б ч, остывание - З ч.
На посту отделки готовые изделия кантуют, на нижнюю поверхность панелей наносят краскопультом окрасочный слой и вывозят на склад готовой продукции.
7. Расчет подбора состава бетонной смеси
Исходные данные для состава бетона
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1) Ц/В определяем по формуле
![]()

![]()
2) Устанавливается расход воды для обеспечения заданной подвижности бетонной смеси по формуле:
![]()
![]()
3) Расход цемента определяется по формуле:
![]()
4) Пустотность крупного заполнителя определяется по формуле
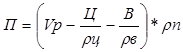
5) Расход песка и щебня определяется по формулам:
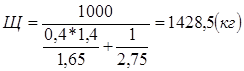
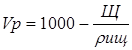
![]()

6) Расход раствора добавки известной концентрации определяется по формуле:
![]()
![]()
7) Количество воды для затворения бетонной смеси определяется с учетом воды, содержащийся в растворе добавки известной концентрации, по формуле:
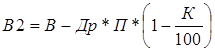

![]()
![]()
Полученные результаты:
В=206л
Ц=340 кг
Щ=1430 кг
П=360 кг
Д=15,5л
| Производительность - | 60000м2 =13200м3 | |||||||||||||
| Размеры - | 6000х1800х220 | |||||||||||||
| Этапы | Потери | Производительность/год | Плотность | Режим | Производительность/час | |||||||||
| % | м3 | т | т/м3 | раб. сут. | смен | час в год | м3 | т | ||||||
| 1 | Склад СМ | 4 | 15146,71 | 37867 | 2,5 | 365 | 3 | 8760 | 1,73 | 4,32 | ||||
| 2 | БСУ | 2 | 14564,14 | 36410 | 2,5 | 240 | 1 | 1920 | 7,59 | 18,96 | ||||
| 3 | Форм. | 2 | 14278,57 | 35696 | 2,5 | 240 | 1 | 1920 | 7,44 | 18,59 | ||||
| 4 | ТВО | 5 | 13998,6 | 34997 | 2,5 | 240 | 3 | 5760 | 2,43 | 6,08 | ||||
| 5 | Склад ГП | 1 | 13332 | 33330 | 2,5 | 240 | 2 | 3840 | 3,47 | 8,68 | ||||
| 13200 | 33000 | 2,5 | ||||||||||||
8. Расчет производительности
Годовая потребность в сырьевых материалах
Вода: 0,206м3 * 15146,71м3 = 3120,2м3
Цемент: 0,34т * 37867т = 12874,5т = 5149,8м3
Щебень: 1,43т * 37867т = 54150т = 21660м3
Песок: 0,36т * 37867т = 13632т = 5452,8м3
Добавки: 0,0155м3 * 15146,71м3 = 234м3
Арматура: 3786,7т
9. Технологическая схема
|
|
![]()
![]()
|
|
|
 |
|
 |
|
|
|
|||
Форма
Готовое изделие
|
10. Подбор оборудования
| Наименование | Производительность | Коэффициент использования | Количество |
| Смеситель принудительного действия СБ-146А | 8 м3 /час | 0,8 | 2 |
| Бетоноукладчик СМЖ-69Б | 16 м3 /час | 0,8 | 1 |
| Виброплощадка СМЖ200Г | 8 т/час | 0,6 | 3 |
| Щелевая пропарочная камера | 15 м3 /час | 0,24 | 1 |
11. Список используемой литературы
1. «Оборудование для производства строительных материалов и изделий»: 3 издание, переработанное/ Под общей редакцией М. Н. Горбовца
2. «Проектирование предприятий строительной индустрии»: Б. С. Комисаренко, А. Г. Чикноворьян, Г. В. Сафронова, А. Н. Бурцев
3. ГОСТ 26434-85 «Плиты перекрытий железобетонные для жилых зданий»
Похожие работы
-
Расчет разброса баллистических параметров
Федеральное агентство по образованию Государственное образовательное учреждение Высшего профессионального обучения Тульский Государственный университет
-
Расчёт кранового смесителя Д6-35
ФЕДЕРАЛЬНОЕ АГЕНтСТВО ПО ОБРАЗОВАНИЮ ГОУВПО «ИВАНОВСКИЙ ГОСУДАРСТВЕННЫЙ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ» Инженерно-строительный факультет
-
Определение термодинамической вероятности реакции термического превращения углеводородов при раз
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования ТОМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
-
Взаимозаменяемость
Государственное Образовательное Учреждение Высшего Профессионального Образования «Московский Государственный Текстильный Университет имени А.Н.Косыгина»
-
Теплогазоснабжение и вентиляция 3
Министерство образования и науки Российской Федерации Федеральное агентство по образованию ИРКУТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра теплогазоснабжения и вентиляции
-
Отчет по практике ОАО Тобус
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ВОРОНЕЖСКАЯ ГОСУДАРСТВЕННАЯ
-
Экспериментальное определение частотных характеристик
Федеральное агентство по образованию Российской Федерации Государственное образовательное учреждение высшего профессионального образования «Ивановский государственный энергетический университет им. В. И. Ленина»
-
Теплотехника 2
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ имени академика С.П. КОРОЛЕВА» (СГАУ)
-
Кинематический и силовой анализ рычажного механизма
Министерство образования и науки Российской Федерации Федеральное агентство по образованию Государственное образовательное учреждение Высшего профессионального образования
-
Технологическая последовательность обработки женских брюк
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «АЛТАЙСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»