Название: по Физическим процессам в технологическом системах
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 1.15 Mb
Скачать файл: referat.me-302580.docx
Краткое описание работы: ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ КАМСКАЯ ГОСУДАРСТВЕННАЯ ИНЖЕНЕРНО-ЭКОНОМИЧЕСКАЯ
по Физическим процессам в технологическом системах
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КАМСКАЯ ГОСУДАРСТВЕННАЯ ИНЖЕНЕРНО-ЭКОНОМИЧЕСКАЯ
АКАДЕМИЯ
Контрольная работа
по дисциплине:
«Физические процессы в технологических системах»
Вариант № 27
Выполнил студент гр. 4301
Уразаев Р. А.
Проверил преподаватель:
Сафаров Д.Т.
Набережные Челны
2011
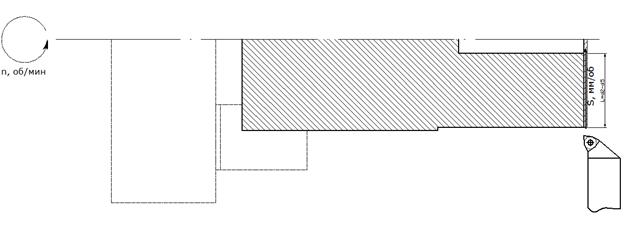
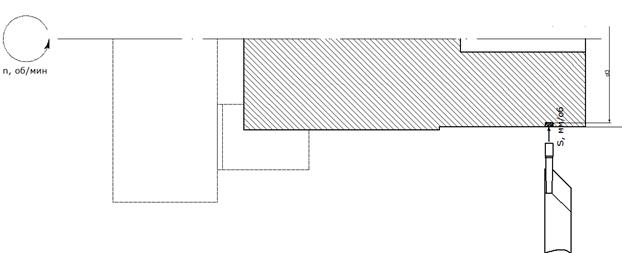
Переход 1. Предварительное (черновое) наружное обтачивание
1. Расчет режимов резания
1.1 Глубина резания
![]()
![]()
1.2 Выбор марки инструментального материала
Для обработки ковкого чугуна с нормальной коркой твердостью HB 170 выбираем державку PWLNR 2525 K03 со сменной многогранной пластиной
![]()
WNUM-060308. Марка твердого сплава ВК8. (02114-060308)
1.3 Определяем по справочнику рекомендуемый диапазон подач.
Для данного диаметра детали, сечения державки и глубины резания подача при черновой обработке составляет 1 мм/об. Ближайшее значение подачи, обеспечиваемое станком 0.91 мм/об.
1.4 Рекомендуемая скорость резания при стойкости ![]()
![]()
![]()
По таблице определяем ![]()
![]()
1.5 Частота вращения шпинделя ![]()
1.6 Ближайшая меньшая частота вращения шпинделя, обеспечиваемая станком 115 об/мин.
1.7 Фактическая скорость резания для принятой частоты вращения шпинделя
![]()
1.8 Фактический период стойкости для данной скорости резания
1.9 Рассчитаем величины тангенциальной ![]()
![]() , радиальной
, радиальной ![]() и осевой
и осевой ![]() .
.
1.9.1 ![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1.9.2![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
1.9.3![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
1.10 Рассчитываем мощность резания
![]()
1.11 Рассчитываем потребляемую мощность электродвигателя
 , где
, где ![]() - КПД станка.
- КПД станка.
![]()
![]() , следовательно, станок соответствует по мощности.
, следовательно, станок соответствует по мощности.
1.12 Рассчитаем основное время

1.13 Рассчитаем обеспечиваемый период работы инструмента до затупления
 , штук заготовок.
, штук заготовок.
1.14 Рассчитаем необходимое количество периодов стойкости инструмента
для выполнения задания
2. Эскиз наружного обтачивания.
3. Расчет потребности в инструменте.
3.1Рассчитаем период смены затупившейся пластины.
![]() [дет.], где А-количество граней СМП
[дет.], где А-количество граней СМП
3.2 Рассчитаем потребность в МНРП.
 [шт.], где N – количество деталей.
[шт.], где N – количество деталей.
Округляем в большую сторону и получаем, что для выполнения задания требуется 2 пластины.
3.3 Рассчитаем потребность в державках.
 [шт.] где
[шт.] где ![]() ресурс державки [смен пластин].
ресурс державки [смен пластин].
Требуется 1 державка.
3.4 Рассчитаем расходы на закупку неперетачиваемых пластин.
![]()
где![]() - коэффициент случайной убыли.
- коэффициент случайной убыли.
![]() руб. - стоимость одной МНРП.
руб. - стоимость одной МНРП.
3.5 Рассчитаем расходы на закупку державок.
![]()
где![]() - коэффициент случайной убыли.
- коэффициент случайной убыли.
![]() - стоимость державки.
- стоимость державки.
3.6 Расчет затрат на покупку инструмента.
![]()
Переход 2. Обработка торца.
1. Расчет режимов резания
1.1 Глубина резания
![]()
1.2Выбор марки инструментального материала
Для обработки ковкого чугуна с нормальной коркой твердостью HB 170 выбираем державку PWLNR 2525 K03 со сменной многогранной пластиной
![]()
WNUM-060308 (02114-060308). Марка твердого сплава ВК8.
1.3 Определяем по справочнику рекомендуемый диапазон подач.
Для данного диаметра детали, сечения державки и глубины резания подача при черновой обработке составляет 1 мм/об. Ближайшее значение подачи, обеспечиваемое станком 0.455 мм/об.
1.4 Рекомендуемая скорость резания при стойкости ![]()
![]()
![]() , где HB- твердость, степень
, где HB- твердость, степень ![]() - определяется по справочнику.
- определяется по справочнику.
![]()
По таблице определяем ![]()
![]()
1.5 Частота вращения шпинделя ![]()
1.6 Ближайшая меньшая частота вращения шпинделя, обеспечиваемая станком 142 об/мин.
1.7 Фактическая скорость резания для принятой частоты вращения шпинделя
![]()
1.8 Фактический период стойкости для данной скорости резания
1.9 Рассчитаем величины тангенциальной ![]()
![]() , радиальной
, радиальной ![]() и осевой
и осевой ![]() .
.
1.9.1 ![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1.9.2 ![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
1.9.3 ![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
1.10 Рассчитываем мощность резания
![]()
1.11 Рассчитываем потребляемую мощность электродвигателя
 , где
, где ![]() - КПД станка.
- КПД станка.
![]()
![]() , следовательно, станок соответствует по мощности.
, следовательно, станок соответствует по мощности.
1.12 Рассчитаем основное время

1.13 Рассчитаем обеспечиваемый период работы инструмента до затупления
 , штук заготовок.
, штук заготовок.
1.14 Рассчитаем необходимое количество периодов стойкости инструмента
для выполнения задания
 ,периодов.
,периодов.
2. Эскиз обработки торца.
3. Расчет потребности в инструменте.
3.1Рассчитаем период смены затупившейся пластины.
![]() [дет.], где А-количество граней СМП
[дет.], где А-количество граней СМП
3.2 Рассчитаем потребность в МНРП.
 [шт.], где N – количество деталей.
[шт.], где N – количество деталей.
Округляем в большую сторону и получаем, что для выполнения задания требуется 1 пластина.
3.3 Рассчитаем потребность в державках.
 [шт.] где
[шт.] где ![]() ресурс державки [смен пластин].
ресурс державки [смен пластин].
Требуется 1 державка.
3.4 Рассчитаем расходы на закупку неперетачиваемых пластин.
![]()
где![]() - коэффициент случайной убыли.
- коэффициент случайной убыли.
![]() руб. - стоимость одной МНРП.
руб. - стоимость одной МНРП.
3.5 Рассчитаем расходы на закупку державок.
![]()
где![]() - коэффициент случайной убыли.
- коэффициент случайной убыли.
![]() - стоимость державки.
- стоимость державки.
3.6 Расчет затрат на покупку инструмента.
![]()
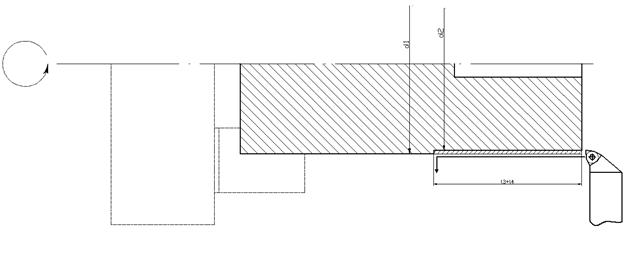
Переход 3. Точение канавки.
1. Расчет режимов резания
1.1Выбор марки инструментального материала
Для прорезания канавки используем резец 2130-0014 ВК8
ГОСТ 18884-73.
1.3 Определяем по справочнику рекомендуемый диапазон подач.
Для диаметра обработки 135 мм и ширины резца 6 мм рекомендуется подача 0.3 мм/об. Обеспечивается станком 0.29 мм/об.
1.4 Рекомендуемая скорость резания при стойкости ![]()
![]()
![]() , где HB- твердость, степень
, где HB- твердость, степень ![]() - определяется по справочнику.
- определяется по справочнику.
![]()
По таблице определяем ![]()
![]()
1.5 Частота вращения шпинделя ![]()
1.6 Ближайшая меньшая частота вращения шпинделя, обеспечиваемая станком 73 об/мин.
1.7 Фактическая скорость резания для принятой частоты вращения шпинделя
![]()
1.8 Фактический период стойкости для данной скорости резания
1.9 Рассчитаем величины тангенциальной силы ![]() .
.
1.9 ![]()
Определяем по справочнику значения коэффициента ![]() , показатели степеней x, y, n.
, показатели степеней x, y, n.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1.10 Рассчитываем мощность резания
![]()
1.11 Рассчитываем потребляемую мощность электродвигателя
 , где
, где ![]() - КПД станка.
- КПД станка.
![]()
![]() , следовательно, станок соответствует по мощности.
, следовательно, станок соответствует по мощности.
1.12 Рассчитаем основное время

1.13 Рассчитаем обеспечиваемый период работы инструмента до затупления
 , штук заготовок.
, штук заготовок.
1.14 Рассчитаем необходимое количество периодов стойкости инструмента
для выполнения задания.
 ,периодов.
,периодов.
2. Эскиз точенияния канавки.
3. Расчет потребности в инструменте.
3.1 Рассчитаем потребность в резцах.
 [шт.], где N – количество деталей.
[шт.], где N – количество деталей.
Требуется 1 державка.
3.5 Рассчитаем расходы на закупку резцов.
![]()
где![]() - коэффициент случайной убыли.
- коэффициент случайной убыли.
![]() - стоимость державки.
- стоимость державки.
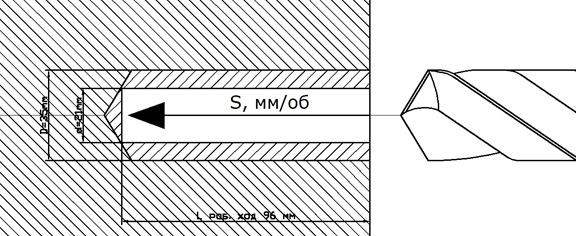
Переход 4. Рассверливание центрального отверстия
1. Расчет режимов резания
1.1 Рассчитаем глубину резания.
![]()
1.2 Для обработки отверстия выбираем сверло нормальной точности, диаметром d=35 мм с нормальным хвостовиком, класса точности В
2301-0122 ГОСТ 10903-77, длина рабочей части 190 мм, хвостовик- конус Морзе 4.
1.3 Максимально допустимая по прочности сверла подача 1.19 мм/об. Обеспечивается станком 0.91 мм/об.
1.4 Рекомендуемая скорость резания при Т=70 мин.
![]()
![]()
![]()
![]()
![]()
Коэффициент ![]() , показатели степеней для сверления приведены в справочниках. Сверление производится с применением СОЖ.
, показатели степеней для сверления приведены в справочниках. Сверление производится с применением СОЖ.
Поправочный коэффициент на скорость резания, учитывающий фактические условия ![]()
![]()
![]()
![]()
![]()

1.5 Скорость вращения шпинделя для данной скорости резания:
![]()
1.6 Ближайшая частота вращения шпинделя, обеспечиваемая станком 285 об/мин.
1.7 Фактическая скорость резания для принятой частоты вращения шпинделя:
![]()
1.8 Фактический период стойкости для данной скорости резани:
1.9 Крутящий момент при рассверливании:
![]() значение коэффициента
значение коэффициента ![]() и показатели степени определяются по справочнику.
и показатели степени определяются по справочнику.
![]()
![]()
![]()
![]()
![]()
![]()
Осевая сила при рассверливании:
![]() значение коэффициента
значение коэффициента ![]() и показатели степени определяются по справочнику.
и показатели степени определяются по справочнику.
![]()
![]()
![]()
![]()
1.10 Рассчитаем мощность резания:
 , где
, где ![]()
![]()
1.11 Рассчитываем потребляемую мощность электродвигателя
 , где
, где ![]() - КПД станка.
- КПД станка.
![]()
![]() , следовательно, станок не соответствует по мощности.
, следовательно, станок не соответствует по мощности.
Для обработки детали уменьшаем подачу с 0.9 мм/об до 0.59 мм/об.
Рассчитав потребляемую мощность электродвигателя, получаем
![]() 3.29. Теперь, станок соответствует по мощности.
3.29. Теперь, станок соответствует по мощности.
1.12 Рассчитаем основное время

1.13 Рассчитаем обеспечиваемый период работы инструмента до затупления
 , штук заготовок.
, штук заготовок.
1.14 Рассчитаем необходимое количество периодов стойкости инструмента
для выполнения задания.
 , периодов.
, периодов.
1.5 Эскиз обработки:
Параметры процесса резания
| Наименование перехода | Глубина резания | Значение подачи | Число оборотов | Основное время | ||
| расчетное | принятое | расчетное | принятое | |||
| мм | мм/об. | мм/об. | об./мин | об./мин | мин. | |
| Наружное обтачивание | 2.5 | 1 | 0.91 | 120 | 115 | 1.09 |
| Обработка торца | 3 | 1 | 0.455 | 158 | 142 | 0.91 |
| Прорезание канавки | 6 | 0.3 | 0.29 | 86.5 | 73 | 0.14 |
| Рассверливание центрального отверстия | 7 | 1.19 | 0.56 | 390 | 360 | 0.59 |
Расчет температуры резания при точений.
Задача: Определить температуру резания при точений заготовки из чугуна СЧ30 резцом с пластиной из твердого сплава ВК8. Режимы резания: подача ![]() м/об, глубина резания
м/об, глубина резания ![]() м, скорость резания
м, скорость резания ![]() м/с. Силы резания
м/с. Силы резания ![]() ,
, ![]() . Геометрические параметры инструмента: передний угол γ=8°, задний угол α=8°, угол в плане φ=45°. Коэффициент теплопроводности чугуна СЧ30
. Геометрические параметры инструмента: передний угол γ=8°, задний угол α=8°, угол в плане φ=45°. Коэффициент теплопроводности чугуна СЧ30 ![]() Вт/м·к, твердого сплава ВК8
Вт/м·к, твердого сплава ВК8 ![]() Вт/м·к. Коэффициент теплопроводности чугуна СЧ30
Вт/м·к. Коэффициент теплопроводности чугуна СЧ30 ![]() , твердого сплава ВК8
, твердого сплава ВК8 ![]() .
.
Принимаем коэффициент усадки стружки К=1.1, длина контакта ![]() .
.
Решение:
Определим необходимые для расчета исходные данные:
• Ширина стружки ![]() м.
м.
• Толщина среза ![]() м.
м.
• Длина контакта инструмента со стружкой
![]()
• Угол действия ![]()
• Сила трения на передней контактной поверхности резца
![]()
• Сила трения по задней контактной поверхности резца
![]()
1. Рассчитаем мощности источников тепловыделения
Скорость схода стружки ![]()
Мощность тепловыделения от силы трения на передней поверхности резца
![]()
Мощность тепловыделения от силы трения на задней поверхности резца
![]()
Мощность тепловыделения от деформирования металла
![]()
2. Рассчитаем значение угла сдвига.
![]()
3. Рассчитаем наибольшие плотности теплообразующих потоков.
![]()
![]()

![]()
![]()
4. Составим код источника ![]() длиной
длиной ![]() м, который движется по заготовке со скоростью v: код
м, который движется по заготовке со скоростью v: код ![]()
Пользуясь алгоритмом, рассчитаем коэффициент А:
![]()
Критерий Пекле: ![]()
![]()

![]()
![]()
При u=46.2 находим ![]()

5. Составим код источника ![]() , который движется внутри стружки (стержня) со скоростью
, который движется внутри стружки (стержня) со скоростью ![]() : код=
: код=![]() .
.
Рассчитаем коффициент ![]()

Критерий Пекле 
![]()

6. Рассчитаем плотность потока:

7. Составим код источника ![]() . Пользуясь алгоритмом, рассчитаем коэффициент
. Пользуясь алгоритмом, рассчитаем коэффициент ![]() . При составлений кода имеем в виду, что в следствие адиабатичности боковых сторон стружки последнюю можно представить в виде неограниченной пластины толщиной
. При составлений кода имеем в виду, что в следствие адиабатичности боковых сторон стружки последнюю можно представить в виде неограниченной пластины толщиной ![]() , а источник
, а источник ![]() в виде двумерного полосового по длине
в виде двумерного полосового по длине ![]() . Коэффициент с=0,1 код
. Коэффициент с=0,1 код ![]()
Критерий Пекле: 

![]()
![]()
По таблице находим при u=25 ![]()


8. Составим код стока ![]() . Рассчитаем коэффициент
. Рассчитаем коэффициент ![]() . При составлений кода имеем в виду, что в следствие адиабатичности боковых сторон стружки последнюю можно представить в виде неограниченной пластины толщиной
. При составлений кода имеем в виду, что в следствие адиабатичности боковых сторон стружки последнюю можно представить в виде неограниченной пластины толщиной ![]() , а сток
, а сток ![]() в виде двумерного полосового, ограниченного только по длине
в виде двумерного полосового, ограниченного только по длине ![]() . Коэффициент с=0.1. Код
. Коэффициент с=0.1. Код ![]()

Критерий Пекле:
![]()
![]()
По таблице находим при u=25 ![]()

9. Составим код источника ![]() и рассчитаем коэффициент
и рассчитаем коэффициент ![]() .
.
Код ![]()

![]()
![]()
При u=113.9 находим ![]()

10. Составим код стока ![]() и рассчитаем коэффициент
и рассчитаем коэффициент ![]() . Код
. Код ![]()
 Критерий Пекле
Критерий Пекле
![]()
![]()
При u=113.9 находим ![]()

11. Рассчитаем передаточную функцию, характеризующую влияние источника ![]() на температуру площадки
на температуру площадки ![]() .
. ![]() .
.

![]()
![]()
12. Рассчитаем значение коэффициента ![]()
![]()
13. Напишем выражение для температур ![]() и
и ![]() со стороны заготовки:
со стороны заготовки:


14. Составим код источника плотностью ![]() на передней поверхности резца и пользуясь алгоритмом, рассчитаем значение коэффициента
на передней поверхности резца и пользуясь алгоритмом, рассчитаем значение коэффициента ![]() , имея в виду, что теплообменом задней поверхности резца прилегающей к вспомогательной кромке OLможно пренебречь, в связи с чем расчетная ширина источника
, имея в виду, что теплообменом задней поверхности резца прилегающей к вспомогательной кромке OLможно пренебречь, в связи с чем расчетная ширина источника ![]() . Код
. Код ![]()

![]()
![]()
![]()
![]()
 При
При ![]() находим
находим ![]()
Определяем угол ![]()


15. Составим код источника плотностью ![]() на задней поверхности резца и, пользуясь алгоритмом, рассчитаем значение коэффициента
на задней поверхности резца и, пользуясь алгоритмом, рассчитаем значение коэффициента ![]() , имея в виду, что теплообменом задней поверхности резца прилегающей к вспомогательной кромке OLможно пренебречь, в связи с чем, расчетная ширина источника
, имея в виду, что теплообменом задней поверхности резца прилегающей к вспомогательной кромке OLможно пренебречь, в связи с чем, расчетная ширина источника ![]() . Код
. Код ![]()

![]()
![]()
![]()
![]()
 При
При ![]() находим
находим ![]()


16. Cпомощью графика определяем коэффициент ![]() и рассчитываем функцию
и рассчитываем функцию ![]() .
.
При ![]() и
и  и при
и при ![]() определяем значение коэффициента
определяем значение коэффициента ![]() .
.
Рассчитываем функцию 
17. С помощью графика определяем коэффициент ![]() и рассчитываем функцию
и рассчитываем функцию ![]() .
.
При ![]() и
и  и при
и при ![]() определяем значение коэффициента
определяем значение коэффициента ![]() .
.

18. Напишем выражение температур ![]() и
и ![]() со стороны резца
со стороны резца

19. Составляем уравнение баланса температур на контактных площадках резца и заготовки и рассчитаем плотности итоговых потоков теплообмена.
Решая эту систему уравнений получим:
20. Определяем температуру резания.

Полученное значение температуры резания позволяет сделать
вывод, что в рассматриваемом процессе необязательно применение смазоч-
но-охлаждающих сред.
Использованная литература.
1. Справочник технолога-машиностроителя т. 2 под ред. А.Г. Косиловой и Р.К. Мещерякова. М, «Машиностроение», 1986 г. с. 496с. 261-281
2. Неумоина Н.Г., Белов А.В. Тепловые процессы в технологической системе резания: Учеб. пособие / Волг ГТУ, Волгоград 2006, - 84 с.
Похожие работы
-
Расчет разброса баллистических параметров
Федеральное агентство по образованию Государственное образовательное учреждение Высшего профессионального обучения Тульский Государственный университет
-
Определение термодинамической вероятности реакции термического превращения углеводородов при раз
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования ТОМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
-
Взаимозаменяемость
Государственное Образовательное Учреждение Высшего Профессионального Образования «Московский Государственный Текстильный Университет имени А.Н.Косыгина»
-
Отчет по практике ОАО Тобус
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ВОРОНЕЖСКАЯ ГОСУДАРСТВЕННАЯ
-
Документационное обеспечение управления 8
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «КАМСКАЯ ГОСУДАРСТВЕННАЯ
-
Экспериментальное определение частотных характеристик
Федеральное агентство по образованию Российской Федерации Государственное образовательное учреждение высшего профессионального образования «Ивановский государственный энергетический университет им. В. И. Ленина»
-
Теплотехника 2
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ имени академика С.П. КОРОЛЕВА» (СГАУ)
-
Кинематический и силовой анализ рычажного механизма
Министерство образования и науки Российской Федерации Федеральное агентство по образованию Государственное образовательное учреждение Высшего профессионального образования
-
Методические указания для студентов по прохождению практики
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования КАМСКАЯ ГОСУДАРСТВЕННАЯ ИНЖЕНЕРНО-ЭКОНОМИЧЕСКАЯ АКАДЕМИЯ
-
Технологическая последовательность обработки женских брюк
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «АЛТАЙСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»