Название: Выявление скрытых дефектов рентгеноскопией. Защита корпуса от коррозии
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 18.51 Kb
Скачать файл: referat.me-302930.docx
Краткое описание работы: Рентгеновская дефектоскопия основана на способности электромагнитных коротковолновых лучей проникать через твёрдые тела. К этой группе относятся рентгеновские лучи и лучи радиоактивных элементов.
Выявление скрытых дефектов рентгеноскопией. Защита корпуса от коррозии
Контрольная работа №1 по материаловедению
Выполнил: студент 2 курса Блохин М.В.
Государственная морская академия имени адмирала С.О. Макарова.
Архангельск 2008
Выявление скрытых дефектов рентгеноскопией
Практически наиболее важными методами обнаружения дефектов в судостроительных материалах являются физические методы рентгеноскопии: рентгеновский, гамма-лучевой, магнитный, ультразвуковой.
Рентгеновская дефектоскопия основана на способности электромагнитных коротковолновых лучей проникать через твёрдые тела. К этой группе относятся рентгеновские лучи и лучи радиоактивных элементов (радия, кобальта и др.) представляющие по своей природе коротко волновые электромагнитные колебания (излучения).
При прохождении через тело заготовки лучи теряют часть своей энергии и ослабляются в связи с поглощением и рассеиванием их материей вещества.
Степень ослабления интенсивности зависит от атомного веса, толщины и структуры просвечиваемого вещества.
|
 |
||
 |
||
|
|
|
|
|
|
|
|
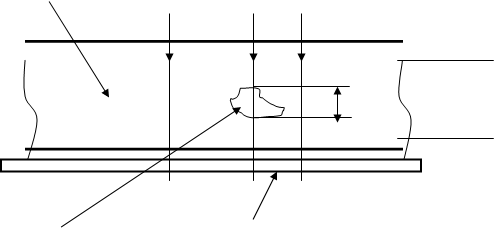
1 – контролируемое тело; 2 – направление лучей; 3 – рентгеновская плёнка; 4 – дефект.
Картина просвечивания проектируется на плоскость, которая для металлов обычно фиксируется на рентгеновской плёнке. При прохождении лучей через тело изделия толщиной D интенсивность их будет ослаблена и в точке a выразится:
| Ja = J0e– μ (D – d), | [1] |
а в точке b:
| Jb = J0e– μ D , | [2] |
Где Ja – интенсивность лучей, после прохождения их через часть тела, имеющую дефект толщиной d; J0 – интенсивность лучей, падающих на тело; Jb – интенсивность лучей после прохождения их через часть тела, не имеющую дефекта; е – основание натуральных логарифмов; μ – коэффициент ослабления лучей.
На основании уравнений [1] и [2]
| Ja | = e μ D, | [3] |
| Jb |
Откуда следует, что чем больше будет отношение Jb / Jb отличаться от единицы, тем сильнее выявится контрастность дефекта на плёнке и чем больше μ, т.е. чем мягче излучение, то тем более мелкие дефекты возможно выявит. В соответствии с этим изменится и время экспозиции. С увеличением μD интенсивность Jb будет уменьшаться и потребуется большая экспозиция. Величина экспозиции определяется обычно в зависимости от толщины и вида металлов по графикам.
На фотоснимке дефекты фиксируются в виде тёмных пятен, полос и т.п. с чётким выявлением характера дефекта: раковина, трещина, непровар.
2. Защита корпуса судна от коррозии.
Выбор метода защиты корпуса судна от коррозии зависит от условий эксплуатации.
Рациональное проектирование судовых конструкций, устраняющее причины появления коррозии. При проектировании в первую очередь внимание должно быть обращено на предотвращение контактов стали с другими сплавами и, в частности, с цветными металлами. Необходимо так же обращать внимание на уменьшение турбулентности водяного потока и возникновения кавитации гребных винтов.
Выбор материала, обладающего повышенной устойчивостью против коррозии в морских условиях. При выборе стали морского судна необходимо обращать внимание на присутствие в ней вредных примесей – серы и фосфора, зоны ликвации и сегрегации, которые в железоуглеродистых сплавах являются по отношению к железу катодами. В местах с повышенной коррозией рекомендуется применение двухслойной листовой стали с защитным слоем из нержавеющей стали, титана или цветных металлов. Легирование – один из наиболее эффективных способов повышения коррозийной стойкости стали при введении в её состав хрома.
Рациональное проведение технологических операций при постройке и ремонте судов. В процессе достройки и ремонта судна на плаву при работе сварочных агрегатов в наружной обшивке судна может возникнуть коррозия от блуждающих токов. Снижению коррозии может способствовать двухпроводная подача на судно электроэнергии без заземления генератора или перенос сварочного агрегата на судно.
Нанесение защитных покрытий. Основными и наиболее массовыми видами пассивной защиты являются защитные покрытия – лакокрасочные, пластмассовые, металлические и др. При нанесении любого покрытия основным условием, обеспечивающим надёжность его защитного действия является тщательная очистка поверхности от ржавчины.
Электрохимические активные методы защиты. Среди активных методов защиты следует отметить проекторную защиту, позволяющую значительно снизить, а в некоторых случаях даже полностью затормозить процессы коррозии. Этот принцип основан на возникновении гальванического тока при контакте двух разнородных металлов, один из которых становится анодом и разрушается, а другой – катодом. Для защиты стального корпуса судна выбирается металл с меньшим чем у стали электрическим потенциалом (цинк, магний, алюминий и из сплавы).
3. Легированные стали. Их применение в судостроении
Легированная сталь получается путём введения в её состав легирующих элементов: хром, никель молибден, вольфрам, ванадий, медь, титан, кобальт и др.
В зависимости от химического состава (процентного содержания и легирующих элементов, присутствующих в стали), физических и механических свойств, а также использования в судостроении легированную сталь можно подразделить на:
Легированную конструкционную качественную и высоко качественную (ГОСТ 4543-61)
Высоколегированную коррозийно-стойкую (нержавеющую), жаростойкую и жаропрочную (ГОСТ 5632-61), теплоустойчивую ГОСТ (10 500-63);
Сталь с особыми свойствами (износоустойчивую, маломагнитную и др.)
Химический состав легированной стали, определяемый по плавочному анализу, является основной и обязательной характеристикой качества.
Механические свойства легированной стали определяются на образцах, изготовленных из термически обработанных заготовок; высоколегированной – по стандартам на поставку изделий из этой стали.
Сталь легированная конструкционная качественная и высоко качественная в судостроении применяется в виде фасонных отливок, поковок, проката для изготовления различных деталей судовых устройств, арматуры и труб судовых систем.
Высоколегированная сталь (нержавеющая) – имеет большое значение для судостроения, благодаря своей особенности – высокой сопротивляемости коррозии в атмосфере, речной и морской воде, среде пара, во многих минеральных и органических кислотах и растворах щелочей и солей.
Сталь жаропрочная жаростойкая и теплоустойчивая – обладает высокой стойкостью к газовой коррозии при высоких температурах (более 550˚С) и в слабонагруженном состоянии. Сохраняет длительную прочность и окалиностойкость при высоких температурах.
Список литературы
В.И. Васильев «Судостроительные материалы»
В.В. Андреев «Материаловедение для судостроителей»
Похожие работы
-
Неразрушимый контроль
Содержание. Ультразвуковая дефектоскопия………………………………………………….2 Измерение толщины изделий…………………………………………………….3 Методы измерения толщины изделий…………………………………………...6
-
Изучение долотной стали методом рентгеноструктурного анализа
СОДЕРЖАНИЕ Введение 3 1 Описание рассматриваемого материала 4 2 Возникновение и свойства рентгеновского излучения 6 2.1 Возникновение и свойства рентгеновского излучения 6
-
Шкала электромагнитных волн
Реферат Подготовил ученик 11.С класса Нарвской Гуманитарной гимназии Голубев Сергей Шкала электромагнитных волн представляет собой непрерывную последовательность частот и длин электромагнитных излучений, представляющих собой распространяющееся в пространстве переменное магнитное поле.
-
Толщина холоднокатаных полос и методы ее измерения
Министерство образования Российской Федерации Магнитогорский государственный технический университет им. Г.И. Носова Кафедра обработки металлов давлением
-
Оценка качества труда 2
Оценка качества труда Задание На примере работы функциональных и линейных органов организации провести оценку качества труда с использованием комплексного показателя- индекса дефектности.
-
Электросварочные и газосварочные работы
Технология сварки трубопроводов диаметром 89-530 мм, толщиной стенки 5-6 мм. Выбор сварочных материалов и оборудования. Подготовка металла под сварку. Технология сварки. Напряжения и деформации при сварке. Технический контроль. Требования безопасности.
-
Электросварочные и газосварочные работы
Трубопроводы свариваемые встык из труб. Выбор сварочных материалов и оборудования. Подготовка металла под сварку. Напряжения и деформации. Защита от ожогов лучами электрической дуги и горячим металлом, от поражения током. Противопожарная защита.
-
Полупроводниковые пластины и их параметры. Подготовка, разрезание полупроводникового слитка на пластины и обработка
В работе рассмотрены четыре вида интегральных микросхем: тонкопленочные микросхемы, гибридные, твердые (монтажные) и совмещенные, основанием которых служит подложка выполненная из диэлектрического или полупроводникового материала. Технология изготовления.
-
Методы и значение неразрушающего контроля качества продукции
Понятие и методики неразрушающего контроля качества, его значение в производстве изделий и используемый инструментарий. Разновидности дефектов металлов, их классификация и возможные последствия. Неразрушающий контроль качества методами дефектоскопии.
-
Методическое обеспечение дефектоскопии компрессорных станций
Методическое обеспечение дефектоскопии компрессорных станций 1. Этапы диагностических задач Различная нормативная документация по оценке технического состояния технологического оборудования компрессорных станций (КС) методами неразрушающего контроля устанавливает вид и периодичность контроля, а также точность измерений при проведении необходимых для диагностирования и прогнозирования технического состояния технологического оборудования и трубопроводов с