Название: Закалка и отпуск углеродистых сталей
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 21.22 Kb
Скачать файл: referat.me-303056.docx
Краткое описание работы: Описание порядка применения закалки углеродистых сталей и определение температуры закалки согласно заданию. Вычисление необходимой продолжительности закалки. Назначение отжига и определение его времени согласно заданию. Правила составления протокола.
Закалка и отпуск углеродистых сталей
Лабораторная работа 4
Тема: " Закалка и отпуск углеродистых сталей"
Цель: Научиться правильно проводить различные виды термообработок, устанавливать зависимость изменения механических свойств от вида термообработки.
Задание:
1. Описать порядок применение закалки углеродистых сталей и определить температуру закалки согласно заданию.
2. Определить время закалки согласно заданию.
3. Описать назначение отжига и определить его время согласно заданию.
4. Результаты работы оформить в виде протокола.
Ход работы:
1. Методика проведения закалки.
1.1. Определить температуру закалки стали, пользуясь для этого нижней частью диаграммы железо–цементит рисунок 4.1. Для среднеуглеродистых доэвтектоидных сталей (40–65) нормальной температурой закалки является температура на 30–50 °С выше линии GSт.е. Ас3 + (30–50 °С). Для высокоуглеродистых заэвтектоидных сталей (У9 – У12) нормальной температурой закалки является температура на 30–50 °С выше линии PSKт.е. Ас1 + (30–50 °С).
1.2. Определить время нагрева образцов из расчета 1,5 мин на 1 мм диаметра или толщины образца.
1.3. Образцы поместить в печь, нагретую до температуры закалки для стали данной марки, и выдержать в печи требуемое время. При нагревании до температуры закалки образцов из стали 40 – 65 исходная феррито-перлитная структура превратится в структуру аустенита, а в образцах из стали У9 – У12 при температуре закалки будет структура аустенит и цементит, т.е. часть цементита остается нерастворенной.
1.4. Образцы последовательно один за другим вынуть из печи и охладить в воде (часть образцов) и в масле при непрерывке энергичном движении образца в охлаждающей жидкости. При охлаждении в воде происходит распад аустенита с образование мартенсита. При охлаждении в масле образуется смешанная мартенсито-трооститная структура.
1.5. Оба торца образцов зачистить на шлифовальной шкурке.
 |
||||
 |
||||
| Аустенит | Аст | |||
  |
||||
 |
А + Ц |
|||
А+Ф
|
7270 |
|||
Ф+П |
П+Ц |
|||
Рисунок 4.1 Оптимальный интервал температуры закалки углеродистой стали
2. Определение время закалки
1,5 мин. 14 = 21 минут – температура закалки.
3. Методика проведения отпуска
Чтобы обеспечить равномерность нагрева образцов, низкотемпературный отпуск (200 °С) надо проводить в масляной ванне, среднетемпературный и высокотемпературный отпуск (300–600 °С) – в соляной ванне. При отсутствии масляной и соляной ванн может быть использована электрическая муфельная печь.
3.1. Определить время выдержки при температуре отпуска из расчета 2–3 мин на 1 мм диаметра или толщины образца.
3.2. Образцы поместить в масляную ванну, нагретую до 2000 С, выдержать в ней необходимое время и охладить на воздухе.
В результате отпуска при 2000 С происходит превращение мартенсита закалки в мартенсит отпуска, снижение внутренних напряжений и хрупкости; твердость остается почти без изменений.
3.3. Оба торца зачистить на шлифовальной бумаге.
3.4. Определить твердость по HRC.
3.5. Образцы поместить в соляную ванну, нагретую до 400 °С, выдержать в ней необходимое время и охладить на воздухе. В результате отпуска при 400 °С происходит превращение мартенсита в тростит отпуска (мелкодисперсную феррито-цементитную смесь), твердость снижается.
3.6. Оба торца зачистить на шлифовальной шкурке.
3.7. Определить твердость по HRC.
3.8. Образцы поместить в соляную ванну, нагретую до 6000 О, выдержать в ней необходимое время и охладить на воздухе. В результате отпуска при 600 °С образуется сорбит отпуска, феррито-цементитная смесь более крупная, чем тростит, твердость еще более снижается.
3.9. Оба торца зачистить на шлифовальной шкурке.
3.10. Определить твердость по HRC.
Определение времени отпуска
2,5 мин.14 = 35 минут – температура отпуска.
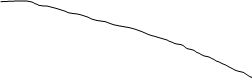 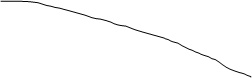 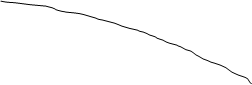 |
1,2% С |
0,6% С |
0,8% С |
0,35% С |
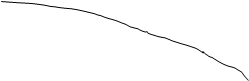
Рисунок 4.2 Кривые влияние температуры отпуска на изменение твёрдости закаленных углеродистых сталей с различным содержанием углерода.
4. Протокол
| Материал | Размер образца мм |
Интервал t закалки С0 |
Æ отпечатка отожженного образца мм |
HBкг/мм2 |
Время закалки мин |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Сталь 35 | 200х14х14 | 910–950 | 5,14 | 134 | 21 |
| Æ отпечатка после закалки | Время отпуска мин |
HR | Æ отпечатка после отпуска мм | HV кг/мм2 |
| 7 | 8 | 9 | 10 | 11 |
| 35 | 3,14 | HRC 40 HRA 70 |
4,14 | 213 |
Вывод: С помощью проведение различных вид термообработке, можно установить зависимость изменение механических свойств углеродистых сталей.
Похожие работы
-
Основные виды термической обработки стали
Термическая обработка стали – совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью придания им определённых свойств за счёт изменения внутреннего строения и структуры.
-
Термомеханическая обработка стали
Лабораторная работа Термомеханическая обработка сталей (ТМО) Высокая прочность в сочетании с удовлетворительной вязкостью, ослабление или даже устранение отпускной хрупкости первого и второго рода достигается применением термомеханической обработки, которая заключается в пластическом деформировании аустенита с последующей закалкой на мартенсит и низким отпуском.
-
Инструментальные стали и сплавы
Инструментальные стали и сплавы - литые твердые сплавы Твердые сплавы - материалы с высокой твердостью, прочностью, режущими и другими свойствами, сохраняющимися при нагреве до высоких температур. Различают литые и спеченные (порошковые) твердые сплавы.
-
Термическая обработка резца из быстрорежущей стали
Министерство образования и науки Российской Федерации Федеральное агентство по образованию ГОУ ВПО Череповецкий Государственный Университет Институт Педагогики и Психологии
-
Выбор материала и разработка технологического процесса термической обработки плашки
Условие работы плашка, резьбонарезного инструмента для нарезания наружной резьбы вручную или на металлорежущем станке. Характеристика стали, ее химические, механические и других свойства. Методы контроля режимов термической обработки и качества изделия.
-
Структура и свойства цементованной стали
Технология цементации изделий и режим их термической обработки, микроструктура цементованного слоя, его глубина. Назначение цементации и последующей термической обработки. Диссоциация. Абсорбция. Диффузия. Закалка. Предел выносливости изделий.
-
Термическая обработка стали
Теоретические основы термической обработки стали. Диффузионный и рекристаллизационный отжиг. Закалка как термообработка, при которой сталь приобретает неравновесную структуру и повышенаяеться твердость стали. Применение термической обработки на практике.
-
Термическая обработка металлов и сплавов
Сущность и назначение термической обработки металлов, порядок и правила ее проведения, разновидности и отличительные признаки. Термомеханическая обработка как новый метод упрочнения металлов и сплавов. Цели химико-термической обработки металлов.
-
Разработка технологического процесса термической обработки стальной детали. Болт шатунный
Расшифровка марки стали. Характер влияния углерода и легирующих элементов заданной стали на положение критических точек. Выбор и обоснование последовательности операции предварительной и окончательной термообработки деталей. Режим термообработки деталей.
-
Разработка технологического процесса термической обработки детали из стали марки 18ХГТ
Сталь марки 18ХГТ: хромомарганцевая сталь содержит 0,18% углерода, до 1% хрома, марганца. Последовательность операции предварительной и окончательной термообработки деталей. Режим операций предварительной и окончательной термообработки деталей.