Название: Элементы производственной операции. Модернизация оборудования
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 41.05 Kb
Скачать файл: referat.me-303502.docx
Краткое описание работы: Наблюдательный лист хронометража по текущему времени. Составные элементы операции, продолжительность каждого из них. Анализ хронорядов с исключением ошибочных замеров и проверкой устойчивости. Рост производительности труда в цехе при модернизации станков.
Элементы производственной операции. Модернизация оборудования
Задача №1
Используя данные наблюдательного листа хронометража по текущему времени, требуется: 1. Изучить составные элементы операции и определить продолжительность каждого элемента операции по каждому наблюдению. 2. Провести анализ каждого хроноряда, исключив ошибочные замеры и проверив устойчивость хронорядов. Определить суммарную продолжительность по устойчивому хроноряду и среднюю продолжительность каждого элемента операции. 3. Установить норму штучного времени (Тшт) на выполнение хронометрируемой операции и сменную норму выработки исходя из условия таблицы 2.
Таблица 1
Нормативные значения коэффициента устойчивости Ку
| Тип производства |
Нормативный коэффициент устойчивости хроноряда |
|||
| Ручные работы |
Машинно-ручные |
Машинные |
Наблюдение за работой оборудования |
|
| Серийное производство |
2,3 |
1,6 |
1,1 |
2,3 |
Таблица 2
| Категория затрат рабочего времени |
Продолжительность затрат рабочего времени в% от Топеративного |
| Тобсл. |
3,0 |
| Тотл. |
4,0 |
| Тп. - з. |
17 |
Наблюдательный лист хронометража
| № элемента |
Элементы операции |
Фиксажные точки |
Текущее время (Т), продолжительность (П) |
Порядковый номер наблюдения Начало наблюдения - 0 Время Т - мин, с Время П - с |
Суммарная продолжительность, с |
Количество годных замеров |
Среднее время, с |
Коэффициенты устойчивости хроноряда |
||||||||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
нормативный |
факти-ческий |
|||||||
| 1. |
Взять деталь со стола, установить в патроне, закрепить |
Начало движения руки к детали, отделение руки от ключа |
Т П |
139 |
8 |
13,9 |
2,3 |
2,4 |
||||||||||
| 2. |
Пустить станок, подвести резец, включить подачу |
Начало схода стружки |
Т П |
935 |
6 |
93,5 |
1,6 |
1,09 |
||||||||||
| 3. |
Расточить втулку |
Конец схода стружки |
Т П |
82 |
6 |
8,2 |
1,6 |
1,43 |
||||||||||
| 4. |
Выключить подачу, отвести резец, остановить станок |
Отделение руки от кнопки управления |
Т П |
245 |
5 |
24,5 |
1,6 |
1,33 |
||||||||||
| 5. |
Открепить деталь, снять и отложить |
Отделение руки от детали |
0-24 13 |
3-05 12 |
5-55 20 |
8-49 10 |
11-27 11 |
14-01 12 |
16-45 24 |
19-48 13 |
22-40 12 |
25-23 12 |
255 |
5 |
25,5 |
2,3 |
1,5 |
|
| 0-37 95 |
3-17 98 |
6-15 93 |
8-59 90 |
11-38 91 |
14-13 95 |
17-09 97 |
20-01 93 |
22-52 92 |
25-35 91 |
|||||||||
| 2-12 7 |
4-55 9 |
7-48 8 |
10-29 9 |
13-09 7 |
15-48 10 |
18-46 8 |
21-34 8 |
24-24 9 |
27-06 7 |
|||||||||
| 2-19 21 |
5-04 23 |
7-56 26 |
10-38 25 |
13-16 22 |
15-58 21 |
18-54 24 |
21-42 28 |
24-33 28 |
27-13 27 |
|||||||||
| 2-40 25 |
5-27 28 |
8-22 27 |
11-03 24 |
13-38 23 |
16-19 26 |
19-18 30 |
22-10 30 |
25-01 22 |
27-40 20 |
|||||||||
Решение:
При обработке результатов хронометражных наблюдений сначала рассчитывается продолжительность каждого элемента операции. При регистрации по текущему времени продолжительность первого элемента операции равна показанию текущего времени, соответствующего этому элементу. Продолжительность других элементов равна разности между последующей и предыдущими записями. В результате определения продолжительности каждого элемента образуется хронометражный ряд, из которого, прежде всего, необходимо исключать дефектные замеры. Чтобы оценить хронометражный ряд, определяют фактический коэффициент устойчивости:
![]() где
где
Тmax , Tmin - соответственно max и min продолжительность элемента операции.
Фактический коэффициент устойчивости сравнивают с нормативным. Условием устойчивости хроноряда является:
![]() .
.
Значения нормативного коэффициента устойчивости приведены в таблице 1. Определим фактические коэффициенты устойчивости по каждому элементу:
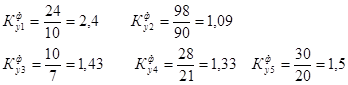
Таким образом, устойчивыми являются хроноряды 2-5, неустойчивым - 1-ый хроноряд.
Далее определяется средняя продолжительность каждого элемента операции и продолжительность операции в целом.
Величина штучного времени определяется:
![]() , где
, где
![]() ,
,
К - сумма норматива времени на обслуживание рабочего места (Тобс) и норматива времени на отдых и личные потребности (Тотл) (данные приведены в таблице 2).
В данном случае К = 3,0 + 4,0 = 7,0%.
![]()
Расчет сменной нормы выработки по результатам хронометра производится по общей формуле:
![]()
![]()
Задача №2
Имеется возможность модернизировать n станков, что повысит их производительность на х процентов.
Производственный участок работает в две смены. Всего в цехе работает N человек.
Определить:
рост производительности труда в цехе;
снижение трудоемкости;
экономию рабочей силы.
| Значения |
Обозначения |
|
| Количество станков, шт. |
n |
31 |
| Процент повышения производительности,% |
х |
45 |
| Численность рабочих в цехе, чел. |
N |
280 |
Решение:
Эффективность использования выявленных резервов определяется в% роста производительности труда (Пт ) или по экономии рабочей силы. Между этими показателями та же связь, что и между показателями роста Пт и снижения трудоемкости (Т):
![]()
Процент снижения трудоемкости Т является одновременно и процентом экономии численности работников.
Если известна экономия рабочей силы в абсолютных числах (Э), то процент роста Пт :
![]() , где
, где
Ч - численность работников, необходимая для выполнения производственной программы при базисном уровне производительности труда.
Абсолютный размер экономии численности работников с учетом срока действия мероприятия, обеспечивающего рост производительности труда и экономию численности, определяется пол формуле:
![]()
Учитывая вышеприведенные формулы, будем иметь:
![]()
![]()
![]()
Задача № 3
Определить цену на грузовой автомобиль X отечественного производства на основе его качественных характеристик, приняв за основу цену аналога Z, которая составляет 56 тыс. долл.
Данные для анализа представлены в таблице.
| Показатель (параметр качества) |
Коэффициент весомости показателя |
Значение показателя |
|
| Анализируемый товар X |
Товар-аналог Z |
||
| 1. Безопасность эксплуатации |
0,25 |
26 |
24 |
| 2. Расход топлива, литров на 100 км. пробега |
0,15 |
24 |
23 |
| 3. Грузоподъемность, тонн |
0,05 |
13 |
12,5 |
| 4. Эргономические характеристики |
0,1 |
24 |
25 |
| 5. Пробег до первого капитального ремонта, тыс. км. |
0,15 |
33 |
36 |
| 6. Уровень вредных выбросов, мг/км пробега |
0,3 |
43 |
38 |
Коэффициент торможения, принимаемый при расчете, составляет 0,85. Определить размер необоснованной надбавки (либо скидки) к цене автомобиля Х (без учета коэффициента торможения), если известно, что назначенная на него фирмой цена составляет 65 тыс. долл. Надбавку (скидку) рассчитать как в абсолютных, так и в относительных величинах.
Изменить коэффициенты весомости, проведя собственную экспертизу параметров качества (обосновав логику своих рассуждений) и повторить расчет. Сопоставить полученные значения и сделать выводы о влиянии экспертных оценок на результаты расчетов цен, учитывающих потребительские свойства продукции.
Указания. Для решения задачи необходимо рассчитать:
1) коэффициент относительной конкурентоспособности анализируемого товара;
2) цена безразличия товара;
3) цена реализации товара.
В сумме коэффициенты весомости показателей равны 1.
Решение:
Цена на грузовой автомобиль X (Цх ) отечественного производства на основе его качественных характеристик может быть рассчитана следующим образом:
![]() где
где
Цz - цена товара, принятого за базу сравнения (товар-аналог Z);
Пxi , Пzi - значения i-го потребительского свойства соответственно нового и базового товара;
Yi - коэффициент весомости i-го качественного параметра в долях единицы;
n - количество оцениваемых качественных параметров.
![]()
Изменим коэффициенты весомости показателя следующим образом:
| Показатель (параметр качества) |
Коэффициент весомости показателя |
| 1. Безопасность эксплуатации |
0,3 |
| 2. Расход топлива, литров на 100 км. пробега |
0,15 |
| 3. Грузоподъемность, тонн |
0,1 |
| 4. Эргономические характеристики |
0,05 |
| 5. Пробег до первого капитального ремонта, тыс. км. |
0,15 |
| 6. Уровень вредных выбросов, мг/км пробега |
0,25 |
В данном случае для нас более существенными стали следующие показатели: безопасность эксплуатации (для нас важно уменьшить количество ДТП), грузоподъемность (на данном грузовом автомобиле Х будет перевозиться большое количество грузов). Сократилась роль следующих факторов: уровень вредных выбросов (невысокая ставка налога на вредные выбросы), эргономические характеристики (нам достаточно, если автомобиль будет передвигаться со скоростью менее 100 км/час).
Цена на грузовой автомобиль X (Цх1 ) отечественного производства в данном случае составит:
![]()
В данном случае цена оказалась ниже.
Сравнивая параметры качества анализируемого товара Х и товара-аналога Z, можно сделать выводы: коэффициент относительной конкурентоспособности анализируемого товара по безопасности эксплуатации равен 1,08; по расходу топлива 1,04; по грузоподъемности 1,04; по эргономическим характеристикам 0,96; по пробегу до первого капитального ремонта 0,92; по уровню вредных выбросов 0,9.
Рассчитаем размер надбавки в абсолютных величинах:
65 тыс. долл. - 58966,5 тыс. долл. = 6033,5 тыс. долл.
Размер надбавки в относительных величинах составит:
65 тыс. долл. / 58966,5 тыс. долл. - 100% = 10,23%
Цена безразличия товара - это такая цена, при которой покупателю будет безразлично, какую модель покупать - вашу или конкурента.
Для товара Х имеем:
58966,5 тыс. долл. + 6033,5 тыс. долл. = 65000 тыс. долл.
Для товара Z имеем:
56000 тыс. долл. + 6033,5 тыс. долл. = 62033,5 тыс. долл.
Следовательно, верхний предел цены безразличия 62033,5 тыс. долл.
Похожие работы
-
Методические основы создания производственной устойчивости на предприятии
Производственная устойчивость дает представление об эффективности производственного менеджмента, способствующей снижению уровня производственных потерь, частых сбоев и остановок, возникающих вследствие действия факторов риска.
-
Синхронизация материальных потоков для обеспечения устойчивости предприятия
Устойчивость операционной (производственной) системы – это способность системы к краткосрочному, среднесрочному и долгосрочному, т.е. постоянному равновесию между условиями непосредственной обработки исходных ресурсов, с целью удовлетворения спроса.
-
Инновационная основа модернизации регионального промышленного комплекса
В статье рассматриваются проблемы модернизации регионального промышленного комплекса, а именно инновационная основа технологической модернизации. Авторы исследуют сущность технологической модернизации, выявляют роль инноваций в процессе модернизации, анализируют факторы и делают предложения по совершенствованию инновационного развития промышленного сектора региона (машиностроения).
-
Расчет параметров САУ
Цель выполнения курсовой работы – приобретение практических навыков проектирования, расчета параметров САУ и исследования их устойчивости. Тема курсовой работы –
-
Методы набора рабочей силы
Содержание 1 Методы набора рабочей силы……………………………………………….3 2 Разработка показателей премирования для различных систем ЗП……….5 Задача……………………………………………………………………………7
-
Организация производственного процесса во времени 2
Содержание Организация поточного производства 6 Организация складского хозяйства 8 Производственный процесс и его организация во времени Задача:
-
Оценка качества труда 2
Оценка качества труда Задание На примере работы функциональных и линейных органов организации провести оценку качества труда с использованием комплексного показателя- индекса дефектности.
-
Подбор и расчет технологического оборудования
8.ПОДБОР И РАСЧЕТ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 8.1. Оборудование непрерывного действия Расчет оборудования непрерывного действия производят по формуле 4.1 [33]:
-
Надежность технических систем и техногенный риск
Общие характеристики показателей надежности. Взаимосвязь надежности и качества объекта. Что понимается под ресурсными испытаниями и с какой целью они проводятся. Достоинства и недостатки "дерева событий". Модернизация конструкции или технологии.
-
Технология машиностроения
Изучение производственного процесса в машиностроении: заготовки, обработки и сборки. Обзор способов установки и закрепления заготовок на станках токарной группы. Анализ видов обработки зубчатых колес и их выбора в зависимости от степени шероховатости.