Название: Изображение швов сварных соединений
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 38.17 Kb
Скачать файл: referat.me-304471.docx
Краткое описание работы: ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Шов сварного соединения, независимо от способа сварки, условно изображают: видимый - сплошной основной линией (рис. 1а, в); невидимый - штриховой линией (рис. 1г);
Изображение швов сварных соединений
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
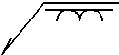
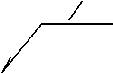
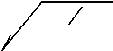
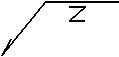
Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (рис. 1а, в); невидимый - штриховой линией (рис. 1г);
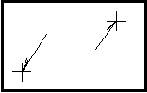
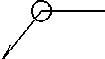
Видимую одиночную сварную точку, не зависимо от способа сварки, условно изображают знаком "+" (рис.1б), который выполняют сплошными сплошными линиями (рис. 2).Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис. 1). 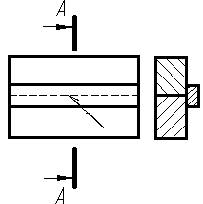 Линию-выноску предпочтительно проводить от видимого шва.
Линию-выноску предпочтительно проводить от видимого шва.
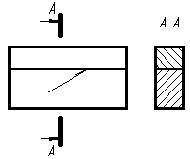 Рисунок 1. Условное изображение сварного
Рисунок 1. Условное изображение сварного 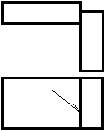 соединения
соединения
а) б) в) г)
 На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита (рис. 3).
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита (рис. 3).
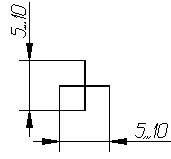
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображаются с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис.4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
Рисунок 2. Условное изображение одиночной сварной точки
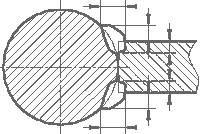
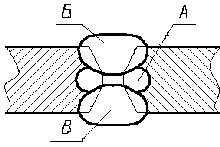
Рисунок 3.
Изображение сечения многопроходного шва Рисунок 4. Изображение нестандартного шва
УСЛОВНОЕ ОБОЗНАЧЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Таблица 1. Вспомогательные знаки для обозначения сварных швов
| Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
| с лицевой стороны | с оборотной стороны | ||
|
Усиление шва снять |  |
 |
|
Наплывы и неровности обработать с плавным переходом к основному металлу | 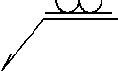 |
 |
|
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 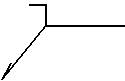 |
|
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60о |
 |
 |
|
Шов прерывистый или точечный с шахматным расположением | 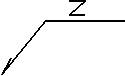 |
 |
Шов по замкнутой линии Диаметр знака - 3...5 мм. |
 |
||
Примечание:
1. Залицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (рис.5).
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
Похожие работы
-
Эффективность методов повышения работоспособности несущих узлов горнотранспортной техники в условиях низких температур
Показаны наиболее характерные разрушения несущих узлов карьерных экскаваторов и автосамосвалов. Предлагаются принципы конструктивной доработки разрушенных узлов. Оценена эффективность применения некоторых видов дополнительной обработки ремонтных сварных соединений - термоциклирования, взрывной обработки, ультразвукового наклепа, аргонодуговой и механической обработки.
-
Разработка технологии сварки секции корпуса судна
Санкт-Петербургский государственный морской технический университет Кафедра сварки судовых конструкций Курсовая работа РАЗРАБОТКА ТЕХНОЛОГИИ СВАРКИ
-
Расчет деформаций, возникающих при сварке поясных швов балки двутаврового поперечного сечения
Выбор конструктивного оформления и размеров сварных соединений. Ориентировочные режимы сварки. Расчет геометрических характеристик сечений, усадочной силы, продольного укорочения и прогибов балки, возникающих при сварке швов балки двутаврового сечения.
-
Типы сварочных соединений
Технология сварки стали, современные тенденции в данной отрасли. Основные типы сварных соединений, их отличительные признаки. Сварка арматуры различных классов. Условные изображения и обозначения швов сварных соединений в конструкторской документации.
-
Выбор методов контроля сварных соединений и пробного давления гидроиспытания по заданным условиям
Методы контроля сварных соединений, их назначение и объем. Выбор давления гидроиспытания и последовательность его проведения для сосуда. Неразрушающие и разрушающие методы контроля, визуальный и измерительный контроль, стилоскопирование, дефектоскопия.
-
Характеристика материала Ст3пс
Способ сварки газовая Марка детали Ст3пс Вид соединения тавровое Толщина свариваемой детали Расшифровка: крупноспокойная сталь с 0,3 % углерода Характеристика материала Ст3пс.
-
Технический контроль в цехе
Сосуды( сборочные единицы и детали), материалы и комплектующие изделия должны быть приняты ОТК предприятия-изготовителя и проверены на соответствие требованиям НД.
-
Контроль сварки
Требования к контролю качества контрольных сварных соединений. Методы испытания сварных соединений металлических изделий на излом, а также на статический изгиб. Механические испытания контрольных сварных стыковых соединений из полимерных материалов.
-
Дефекты сварных и паяных соединений
Реферат По дисциплине: «Материаловедение» Тема: «Дефекты сварных и паяных соединений» Введение Большинство металлических конструкций состоит из соединенных между собой отдельных элементов. Соединения могут быть подвижными и неподвижными, разъемными и неразъемными.
-
Пневматические и механические испытания
Разрушающие методы контроля с целью получения необходимых характеристик сварного соединения. Испытание образцов статическим растяжением. Микроструктурный анализ с помощью специальных микроскопов. Варианты пневматических и виды гидравлических испытаний.