Название: Влияние температуры окружающей среды на свойства сварного шва
Вид работы: реферат
Рубрика: Технология
Размер файла: 68.39 Kb
Скачать файл: referat.me-335413.docx
Краткое описание работы: Продолжая серию КАЧЕСТВЕННЫХ рефератов предлагаю вашему вниманию ДОклад на тему "Влияние температуры окружающей среды на свойства сварного соединения".
Влияние температуры окружающей среды на свойства сварного шва
Российский государственный университет нефти и газа им. И.М. Губкина
Кафедра сварки и защиты от коррозии
Курсовая работа на тему:
Влияние низких температур на работоспособность сварных соединений
Выполнил: студент группы МС-96-3
Игнатов Виталий Викторович
Проверил:
д.т.н. Зорин Евгений Евгеньевич
Москва
1999г.
Свойства низкоуглеродистых и низколегированных сталей, а также сварных соединений из них наиболее заметно изменяются при понижении температуры. При испытании гладких образцов из этих сталей пределы текучести, прочности и выносливости повышаются, а относительное удлинение и поперечное сужение понижаются.
Для служебных характеристик сварных соединений и элементов сварных конструкций решающим является их способность сопротивляться хрупким разрушениям. Поэтому вопросы хладостойкости принято рассматривать в тесной связи с хрупкостью металлов. При переходе от вязкого разрушения металла к хрупкому изменяются внешний вид поверхности излома, глубина пластически деформированного слоя металла от поверхности разрушения и как следствие работа пластической деформации металла.

Рис. 1
Изменение площади разрушения с волокнистым характером разрушения (а)
и работы разрушения металла при быстром динамическом распространении
трещины в зависимости от температуры испытания.
В некотором достаточно узком интервале температур, разном для разных металлов, доля площади В разрушения с волокнистым характером разрушения изменяется от 100% до нулевой величины, уступая место хрупкому кристаллическому излому, и понижается работа Gд разрушения металла при быстром динамическом распространении трещины. Температуру, при которой поверхность разрушения имеет 50% хрупких участков и 50% вязких, принято называть первой критической температурой Ткр1 . При испытании крупных образцов и динамическом приложении нагрузок Ткр1 несколько смещается вправо, а при испытании более мелких образцов и статическом приложении нагрузок - влево, в область более низких температур. Смещение Ткр1 обычно невелико ( в пределах 10-20ºС ). Положение Ткр1 зависит от химического состава, способа производства и термической обработки стали, а также других факторов. Чем Ткр1 стали ниже, тем более широко эту сталь можно применять для изготовления сварных конструкций различного назначения. Положение Ткр1 указывает лишь на область перехода от вязкого разрушения к хрупкому, но не характеризует количественно способность металла сопротивляться разрушению при быстром распространении трещины. Количественной характеристикой является величина Gд кгс∙м/см2 , чем больше она, тем меньше вероятность разрушения.
Для оценки свойств сварных соединений и элементов сварных конструкций при пониженных температурах применяют многочисленные методы и критерии. Критерии и методы испытаний могут быть классифицированы по многим признакам, в частности, различают методы, с помощью которых определяется способность металла сопротивляться началу разрушения, и методы, с помощью которых оценивают свойства металла в процессе распространения трещины. Критерии классифицируют также по роду регистрируемой величины, разделяя, например, их на критерии, связанные с напряжениями деформацией, перемещением и затраченной энергией.
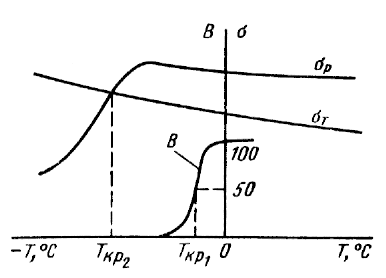
Рис. 2
Зависимость предела текучести sт , среднего разрушающего напряжения sр
и процента волокнистости излома В от температуры.
Наиболее распространена оценка сварных соединений и элементов сварных конструкций по разрушающей силе Рр или среднему разрушающему напряжению sр . С их помощью можно выявить так называемую вторую критическую температуру Ткр2 . При Ткр2 среднее разрушающее напряжение испытываемого элемента становится равным пределу текучести металла sт при соответствующей температуре.
Положение Ткр2 зависит от многих факторов. Чем выше концентрация напряжений, скорость приложения нагрузки, остаточные напряжения, уровень сварочной пластической деформации, содержание газов и вредных примесей в шве, скорость охлаждения при сварке, приводящая к закалке, крупнее зерно и больше сечение испытываемого элемента, а также хуже защита металла при сварке, тем правее располагается Ткр2 , смещаясь в сторону положительных температур. При крайне неблагоприятных сочетаниях отрицательных факторов в ограниченной области сварного соединения свойства металла существенно ухудшаются, при этом Ткр2 может оказаться даже правее Ткр1 .
Преимуществом испытания для определения sр является его простота. Недостаток состоит в том, что, проводя испытания конструкционного элемента при конкретной температуре Т выше Ткр2 и получая коэффициент запаса прочности ns =sр /sт >1, нельзя судить о запасе пластичности и о возможности наступления хрупкого разрушения. Это объясняется тем, что на диаграмме в координатах напряжение - средняя деформация eср. в опасном сечении при изменении концентрации напряжений, свойств металла и т. п. Точка разрушения D смещается в основном по горизонтали, в то время, как средняя разрушающая деформация eср.р изменяется существенно.
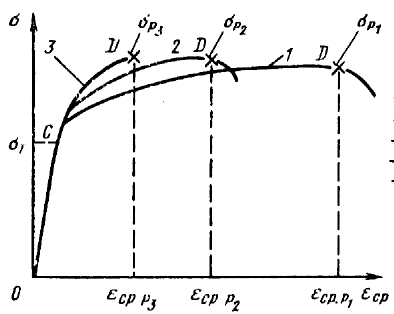
Рис. 3
Диаграмма зависимости среднего напряжения s от средней деформации eср .
Большое развитие получила механика разрушения. Одним из основных понятий в механике разрушения является коэффициент К интенсивности напряжений. Он характеризует напряженное состояние вблизи конца трещины, находящейся в нагруженном элементе. В момент начала продвижения конца трещины при механических испытаниях материала регистрируется критический коэффициент интенсивности напряжений КIc или Кс , который является характеристикой материала и служит для оценки его способности сопротивляться началу движения трещины при статической или ударной нагрузке в зависимости от условий проведения испытаний.
Также большое значение для оценки свойств сварных соединений и основного металла имеют энергетические критерии. Для определения свойств металла околошовных зон и шва широко применяют испытания на ударный и статический изгиб призматических образцов с получением диаграммы Р( сила ) - f(прогиб образца ). Диаграмма ( рис. а )имеет линейный упругий участок ОА, Участок изгиба образца АВ до появления в надрезе трещины или до начала ее движения, если трещина создана заранее, и участок ВС, если трещина распространяется по поперечному сечению образца.
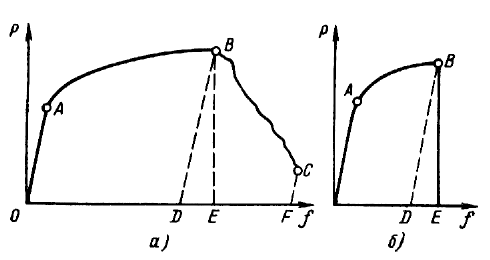
Рис. 4
Характер диаграмм Р - f при вязком (а) и хрупком (б) распространении трещины
Площадь фигуры ОАВD представляет собой работу пластической деформации образца на стадии до начала движения трещины, площадь DВЕ - накопленную энергию упругой деформации, площадь DBCF является работой пластической деформации образца во время продвижения трещины. При хрупком распространении трещины ( рис. б ) удается определить только работу пластической деформации изгиба - площадь OABD. Вертикальный участок диаграммы по линии ВЕ указывает лишь на то, что работа, истраченная на распространение трещины, меньше величины энергии упругой деформации, выражаемой площадью DBE, но какова она в действительности, установить невозможно.
Современные способы сварки и применяемые сварочные материалы обеспечивают получение наплавленного металла, не уступающего по хладостойкости основному металлу аналогичного химического состава, а в некоторых случаях даже превосходящего по своим свойствам основной металл. Однако при сварке имеется ряд факторов, таких как условия производства сварочных работ, качество сварочных материалов, защита расплавленного металла, термомеханическое воздействие сварки на металл, геометрическая форма соединений и другие, недостаточное внимание к которым может привести к резкому ухудшению свойств металла и снижению хладостойкости сварных конструкций.
Влияние сварки на свойства сварных соединений, эксплуатируемых при резких температурах, многообразно, оно может изменяться в широких пределах и поэтому в большинстве случаев не поддается конкретному количественному выражению. Характерным является также то, что изменения свойств носят местный, локальный характер.
Наиболее распространены несколько случаев отрицательного влияния сварки:
1. Образование хрупких зон в сварных швах под влиянием изменения химического состава металла шва по сравнению с основным металлом за счет нерационального легирования или загрязнения металла вредными примесями и газами.
2. Образование хрупких при низких температурах околошовных зон за счет термического влияния сварки - быстрого охлаждения, роста зерна, структурных изменений. Степень этого влияния решающим образом зависит от химического состава основного металла, способа его производства и исходного состояния.
3. Концентрация пластических деформаций и деформационное старение металла в зонах непровара и резкого изменения формы соединений, трещинах и т. п., находящихся в пределах зоны термического влияния сварки. Данный случай является наиболее распространенной причиной хрупких разрушений сварных соединений при низких температурах.
По количеству хрупких разрушений, зарегистрированных в сварных конструкциях при низких температурах, на первом месте находятся разрушения, возникшие от концентраторов, расположенных в зоне сварки, где протекали значительные пластические деформации, возникали остаточные растягивающие напряжения и происходило старение металла. Значительная часть хрупких разрушений была вызвана усталостными трещинами, явившимися результатом неудовлетворительного конструктивного оформления соединений, в сочетании с низкой сопротивляемостью основного металла распространению хрупких разрушений. Некоторая часть разрушений зарегистрирована как возникшая от участков металла с низкими пластическими свойствами по причине загрязнения металла и его плохой защиты в нагретом состоянии.
Предупреждение хрупких разрушений сварных соединений и конструкций при низких температурах может быть осуществлено устранением причин, их вызывающих. Существует несколько основных путей повышения сопротивляемости хрупким разрушениям.
1. Выбор основного металла для сварных конструкций, обладающих малой склонностью к деформационному старению и достаточно высокой сопротивляемостью распространению разрушений при температурах эксплуатации изделия. Развитие разрушения при использовании основного металла с высокой энергией разрушения при распространении в нем трещины возможно лишь при дефектах или зонах повреждения металла большой протяженности ( например в продольных швах трубопроводов ). В большинстве сварных конструкций изменения, вызываемые сваркой, носят локальный характер, ввиду чего начавшееся разрушение не будет распространяться по основному металлу. Такой путь оправдан в конструкциях, где невозможно обеспечить полное отсутствие дефектов сварки. Закалка и отпуск основного металла являются эффективным средством повышения энергии разрушения сталей при низких температурах.
2. Нормализация и закалка с отпуском сварных деталей. Такие операции не только устраняют отрицательные последствия влияния сварки на структуру металла в зоне сварных соединений, но и улучшают свойства основного металла.
3. Применение высокого отпуска, который является эффективным средством, позволяющим восстановить пластические свойства металла, утраченные в результате протекания пластических деформаций и старения металла в концентраторах. Одновременно общий высокий отпуск значительно снижает остаточные напряжения и накопленную потенциальную энергию при сварке. Местный отпуск применяют главным образом как средство восстановления пластичности металла.
4. Конструктивное оформление отдельных элементов, уменьшающее как концентрацию собственных деформаций в процессе сварки, так и концентрацию рабочих напряжений в процессе эксплуатации конструкции.
5. Назначение последовательности сборочно-сварочных операций и технологических приемов выполнения сварных соединений, исключающих резкие концентраторы напряжений в зоне пластических деформаций, в том числе дефекты в виде непроваров, трещин, несплавлений, подрезов и т. п.
6. Применение присадочных металлов, обеспечивающих высокую пластичность и вязкость металла швов при низких температурах.
7. Использование рациональных режимов сварки, исключающих появление зон с пониженными механическими свойствами при низких температурах.
Список использованной литературы
1. «Сварка в машиностроении», справочник, том3.
2. Винокуров В.А., Куркин С.А., Николаев Г.А., «Сварные конструкции. Механика разрушения и критерии работоспособности».
3. Фролов В.В., «Теоретические основы сварки».
Похожие работы
-
Стандартизация в зарубежных странах
Российский Химико-Технологический Университет им. Д.И.Менделеева Кафедра Метрологии и Статистики Реферат на тему: “ Стандартизация в зарубежных странах”
-
Сварка
Вступление. Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
-
Раскрой и пошив зимнего пальто
Описание модели. Женское зимнее пальто. Пальто зимнее: силуэт трапеция малого объёма, из гладкокрашеной ворсовой ткани, темно зеленого цвета на шерстяной основе. При наличии одного слоя ватина. На полочках фигурная кокетка, проходящая через центр груди.
-
Проектирование датчика
ВВЕДЕНИЕ. Любая автоматизация предполагает управление технологическими процессами на основе сбора, обработки и накопления информации. Поэтому неотъемлемую часть автоматических устройств и автоматизированных систем управления (АСУ) составляют средства измерения. Применение АСУ процессами требует измерять в общей сложности около 2000 физических, химических и других величин.
-
Проект стального цилиндрического резервуара
Санкт-Петербургский Государственный Архитектурно-Строительный Университет Кафедра металлических конструкций и испытаний сооружений Пояснительная записка
-
Оптические датчики газового состава
Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени Н.Э.Баумана.
-
Металлургические процессы при сварке
Продолжая серию КАЧЕСТВЕННЫХ рефератов предлагаю Вашему вниманию доклад "Металлургические процессы при сварке" . Особенно интересен этот доклад будет студентам , обучающимся по
-
Клепочное соединение
Муниципальная средне образовательная Школа №15 класс 9 «а» РЕФЕРАТ На тему: Клепочное соединение Выполнил: Разумный Сергей Проверил: Куртекова Е .Г
-
Влияние температуры и коррозионно-активной среды на свойства металлов под напряжением при статических и циклических нагружениях
Продолжая серию КАЧЕСТВЕННЫХ рефератов предлагаю вашему вниманию работу под названием "Исследование влияния кизких температур и коррозионно активной среды
-
Автоматическая сварка под слоем флюса
Основные сведения Способами сварки без внешней защиты дуги и сваркой под флюсом в народном хозяйстве страны выполняется наибольший объем сварочных и наплавочных работ.