Название: Станок горизонтально-расточный 2М615
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 366.48 Kb
Скачать файл: referat.me-304249.docx
Краткое описание работы: Станок горизонтально-расточный 2М615. Предназначен для комплексной обработки сложных корпусных деталей с отверстиями, связанными между собой точными межосевыми расстояниями
Станок горизонтально-расточный 2М615
Станок горизонтально-расточный 2М615. Предназначен для комплексной обработки сложных корпусных деталей с отверстиями, связанными между собой точными межосевыми расстояниями |
|
| Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С)…………………… | Н |
| Диаметр шпинделя, мм …………………………………………………. | 80 |
| Длина рабочей поверхности стола, мм ………………………………… | 1000 |
| Ширина стола, мм ……………………………………………………….. | 900 |
| Габариты станка Длинна Ширина Высота (мм)……………………….. | 4330,2590,2585 |
| Масса……………………………………………………………………... | 9000 |
| Мощность двигателя кВт………………………………………………... | 4.5 |
| Пределы частоты вращения шпинделя Min/Max об/мин……………… | 20/1600 |
| Число инструментов в магазине………………………………………… | 8 |
Задача 1.1
Для представленной пробы из 25 деталей, обработанных на заданной операции, вычислить числовые характеристики случайных размеров деталей, выдвинуть и проверить рабочую гипотезу о предполагаемом законе распределения случайных размеров, установить точность выполнения анализируемой операции механической обработки, установить возможный процент брака деталей при их обработке без подналадки станка.
| размеры | отклонения | мкм соответствии с инструментом |
| 75,019 | 0,019 | 20 |
| 75,018 | 0,018 | 20 |
| 75,002 | 0,002 | 5 |
| 75,002 | 0,002 | 5 |
| 75,005 | 0,005 | 5 |
| 75,005 | 0,005 | 5 |
| 75,015 | 0,015 | 15 |
| 75,001 | 0,001 | 5 |
| 75,017 | 0,017 | 15 |
| 75,01 | 0,01 | 10 |
| 75,019 | 0,019 | 20 |
| 75,009 | 0,009 | 10 |
| 75,015 | 0,015 | 15 |
| 75,002 | 0,002 | 5 |
| 75,014 | 0,014 | 15 |
| 75,015 | 0,015 | 15 |
| 75,006 | 0,006 | 10 |
| 75,006 | 0,006 | 10 |
| 75,005 | 0,005 | 5 |
| 75,018 | 0,018 | 20 |
| 75,007 | 0,007 | 10 |
| 75,019 | 0,019 | 20 |
| 75,002 | 0,002 | 5 |
| 75,01 | 0,01 | 10 |
| 75,01 | 0,01 | 10 |
| среднее ариф | 11,4 | |
| стандарт отклонение | 5,69 |
Подсчитываем отклонение от номинала в мкм, т.к. погрешность инструмента составляет 5 мкм то все значения мы округляем в соответствии с погрешностью, т.е. кратные 5. Вычисляем среднее арифметическое значения отклонения, среднее квадратичное отклонение . так как обрабатывается заготовка с точностью 10 квалитета, выдвигается теория гипотеза о нормальном распределении. Отклонения размеров детали от номинала лежат в пределах от 5 до 20 мкм. Интервал варьирования разбивается на 6 равных интервалов протяженностью 4 мкм каждый. Границы интервалов располагаются так чтобы среднее арифметическое значение лежало в среднем интервале.
Составляем расчетную таблицу
| номер интервала | мин | макс | частота | Xi-1 | Xi | Zi-1 | Zi | Pi | npi | n2 /npi |
| 1 | 1 | 5 | 4 | -10 | -6 | -1,76 | -1,06 | 0,11 | 2,64 | 6,07 |
| 2 | 5 | 9 | 4 | -6 | -2 | -1,06 | -0,35 | 0,22 | 5,47 | 2,93 |
| 3 | 9 | 13 | 7 | -2 | 2 | -0,35 | 0,35 | 0,14 | 3,42 | 14,33 |
| 4 | 13 | 17 | 5 | 2 | 6 | 0,35 | 1,06 | 0,22 | 5,47 | 4,57 |
| 5 | 17 | 21 | 5 | 6 | 10 | 1,06 | 1,76 | 0,11 | 2,64 | 9,49 |
| Σ | 25 | 0,78 | 19,62 | 37,39 |

Для каждого интервала устанавливается опытная частота: число замеров деталей, приходящихся на интервал.
Zi
=![]() :-1,76;-1,06;-0,35;0,35;1,06;1,76.
:-1,76;-1,06;-0,35;0,35;1,06;1,76.
Вероятность попадания размера в интервал Рi .
Расчетное число деталей в интервале npi
χ2 оп =7,01
При уровне значимости α = 0,05 χ2 таб =7,82
Так как опытное значение меньше, чем табличное, то гипотеза о нормальном распределение принимается.
Расчетное поле рассеивания случайных размеров
ω = 6*σ
ω = 6*5,69 = 34,14 мкм.
Вероятностные предельные размеры
d max = 75-0,0114+3*0,0057 = 75,007 мм
d min=75-0,0114-3*0,0057= 74,972 мм
допустимые предельные размеры
dmin = 75 мм
dmax = 75+0,019 = 75,019 мм
возможен неисправимый брак в пределах от 74,972 до 75 мм.
Вероятность появления этого брака подсчитывается следующим образом. Для размера 74,972 в интервале z1 = 11,4/5,69 = 2,00.
Тогда Р=0,4772
Для размера 75 z2 = 16,4/5,69 = 2,88. Р2 = 0,4980
Вероятность исправимого брака Р бр = 0,4980-0,4772 = 0,0208 = 2,08%
Задача 2.8
Станок: 2М615. Неуказанные предельные отклонения h14, H14, IT14/2. Выбрать форму и размеры установочного пальца и вычислить погрешность базирования.
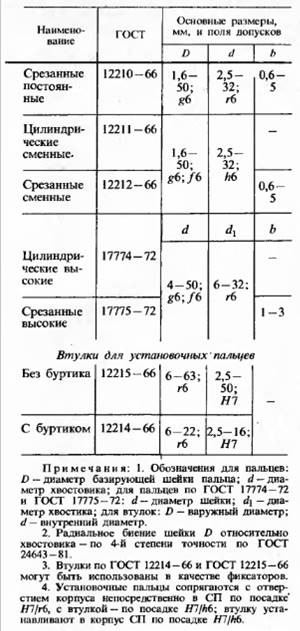
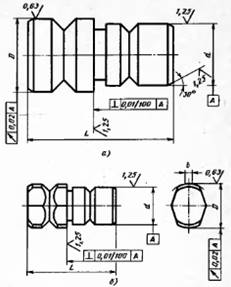
Чтобы избежать заклинивание заготовок, один установочный палец выполняется цилиндрическим, а другой срезанным. Для повышения точности обработки установочные пальцы размещают на возможно большом расстоянии друг от друга. Срезанный палец располагают полуосью по нормали к линии центров.
ГОСТ 16901-71
ГОСТ 16900-71
| обозначениепальца | D(g6) | L | l | l1 | l2 | b | |||||
7030-2524 |
20 | 100 | 12 | 32 | 36 | 6 | |||||
| D(g6) | L | B | b | b1 | b2 | b3 | l | l1 | l2 | l3 | |
| 7030-2534 | 20 | 100 | 18 | 4 | 4 | 6 | 8 | 12 | 32 | 36 | 26 |
h1=2∆+TD 0 +Td =2*0,008+0,52-0,52 =0,016мм.
h2=(2∆+ TD 0 +Td )(2l1 +1)/l=0,016*1,8=0,029мм
Похожие работы
-
Выбор сечения проводов и кабелей по допустимому нагреву
Практическая работа 1 Тема: Выбор сечения проводов и кабелей по допустимому нагреву. Программа работы. 1.Записать исходные данные электроприемников ( номинальная мощность, напряжение, cos φ , к.п.д.)
-
Технологические возможности станка 2654
ВВЕДЕНИЕ В основных направлениях экономического и социального развития нашей страны на период 2008 года, перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии – станков с числовым управлением, роторных, роторно-конвейерных и других автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных систем.
-
Исследование влияния температурных деформаций шпиндельного узла горизонтально-фрезерного станка на точность обработки
Исследование зависимости температурной деформации шпиндельного горизонтально-фрезерного станка (при холостом ходу) и его узлов от времени работы и охлаждения. Пути минимизации воздействия нагрева на успешность осуществления технологического процесса.
-
Карта наладок, спецификация, контрольный лист, итд
ЗАДАНИЕ на курсовой проект (работу) студента 1. Тема проекта (работы) Разработать технологический процесс производства детали - щит подшипниковый БИЯН 712272.002
-
Технологические возможности горизонтально-расточного станка 2654
ВВЕДЕНИЕ В эпоху научно-технической революции технический прогресс прежде всего связан с машиностроением, созданием новых, более совершенных и более производительных машин, механизмов и агрегатов, разработкой комплексов и систем, объединяющих в единое целое разнообразные машины и технические устройства.
-
Горизонтально-фрезерный станок
СОДЕРЖАНИЕ Введение…………………………………………………………………….....….3 §1. Горизонтально-фрезерный станок……………………………..…….…..…5 §2.Приспособления для фрезерных станков…………………………….…......7
-
Оборудование для фрезерной обработки
Система классификации и условных обозначений фрезерных станков. Теория металлорежущих станков. Копировально-фрезерные станки для контурного и объемного копирования с горизонтальным шпинделем. Создание научной и экспериментальной базы станкостроения.
-
Координатно-расточные станки
Устройство и принцип действия широкоуниверсальных координатно-расточных станков при единичном и серийном производстве. Критерии развития технических объектов: расчет, определение изменения. Программное управление шпинделем и режущим инструментом.
-
Сверлильные станки
Назначение и характеристика группы сверлильных станков, их технические данные. Технологические операции, которые можно выполнять на сверлильно-фрезерных станках, применяемые специальные приспособления и инструменты. Классификация сверлильных станков.
-
Сверлильно-расточные станки
Классификация станков сверлильно-расточной группы, которые предназначены для сверления глухих и сквозных отверстий в сплошном материале. Принцип их работы и схемы построения вертикально-сверлильных, радиально-сверлильных, координатно-расточных станков.