Название: Исследование влияния температурных деформаций шпиндельного узла горизонтально-фрезерного станка на точность обработки
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 42.21 Kb
Скачать файл: referat.me-303661.docx
Краткое описание работы: Исследование зависимости температурной деформации шпиндельного горизонтально-фрезерного станка (при холостом ходу) и его узлов от времени работы и охлаждения. Пути минимизации воздействия нагрева на успешность осуществления технологического процесса.
Исследование влияния температурных деформаций шпиндельного узла горизонтально-фрезерного станка на точность обработки
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Тихоокеанский Государственный Университет
Лабораторная работа
Исследование влияния температурных деформаций шпиндельного узла горизонтально-фрезерного станка на точность обработки
Выполнила ст.гр.МО-71
Карасюк Юлия
Проверил преподаватель
Ханцевич А.В.
Хабаровск 2010
Теоретические положения
Во время работы любого металлорежущего станка некоторая часть его полезной мощности расходуется на преодоление сил трения, возникающих в подвижных сопряжениях деталей и узлов. Поэтому в местах подвижного контакта выделяется теплота, которая повышает температуру остальных деталей и узлов станка. Наибольшее количество теплоты трения выделяется в приводе главного движения. Из мест образования теплота передаётся другим деталям станка, но нагрев остальных деталей станка и узлов происходит неравномерно.
Процесс притока теплоты происходит одновременно с её рассеиванием в окружающее пространство. Однако, несмотря на это, температура деталей станка продолжает повышаться. Это повышение происходит до тех пор, пока не возникнет момент теплового равновесия, который обычно наступает через несколько часов работы станка. В виду разных температурных деформаций деталей и узлов меняется их взаимное расположение в процессе работы станка, что в свою очередь, приводит к возникновению погрешностей формы и размеров обрабатываемых деталей, причём наибольшее влияние оказывают температурные деформации частей станка, происходящие в направлении нормали к обрабатываемой поверхности, поэтому обычно они и являются предметом экспериментальных исследований.
В данной работе рассматриваются температурные деформации горизонтально-фрезерного станка, однако по той же методике могут быть определены температурные деформации любого другого станка или его отдельных узлов.
Экспериментальными исследованиями установлено, что наибольшие температурные деформации в процессе работы наблюдаются в узле шпиндельной головки. По мере его нагревания происходит удлинение шпинделя, что приводит к уменьшению размера обрабатываемой детали.
Температурные деформации других узлов горизонтально-фрезерного станка – станины, стола, консоли – значительно меньше и, как правило, не оказывают заметного влияния на точность обрабатываемой детали.
В ходе работы испытания проводятся на холостом ходу, из тех соображений, что погрешности изготовления имеют существенное значение только при чистовой обработке, то есть при малых нагрузках станка, когда потери на трение незначительно больше, чем при холостом ходу, а испытания на холостом ходу значительно упрощают проведение работы.
Следует, однако, иметь в виду, что при работе станка с нагрузкой вследствие возрастания потерь на трение температурные деформации узла шпиндельной бабки будут протекать более интенсивно.
Целью данной работы является исследование зависимости температурной деформации шпиндельного горизонтально-фрезерного станка (при холостом ходу) от времени работы и охлаждения.
Ход работы
1. установили и закрепили в шпинделе горизонтально-фрезерного станка оправку
2. закрепили на столе станка индикаторную стойку с микрометром часового типа для измерения деформаций оси шпинделя так, чтобы измерительный наконечник индикатора касался центра торцевой оправки. Предварительно обеспечили натяг индикатору и установили его шкалу на ноль.
3. настроили станок для работы с заданным числом оборотов, пустили станок и стали измерять величину температурных деформаций через заданные промежутки времени. Затем проследили изменение температурных деформаций при охлаждении станка после его остановки:
Параметры |
Время , мин | |||||||||
| Работа станка | Охлаждение станка | |||||||||
| 0 | 2 | 5 | 10 | 15 | 0 | 2 | 5 | 10 | 15 | |
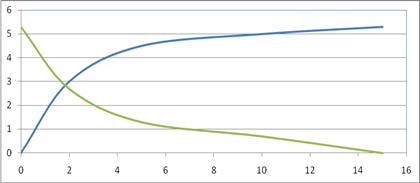
| Температурные деформации шпинделя, мкм | 0 | 3 | 4,5 | 5 | 5,3 | 5,3 | 2,7 | 1,3 | 0,7 | 0 |
4. построили кривые зависимости температурных деформаций узла шпинделя от времени работы станка и от времени охлаждения:
Закон изменения температурных деформаций во времени можно охарактеризовать показательными функциями:
- при нагревании ![]()
- при охлаждении ![]() , где
, где
ξ – величина удлинения
![]() – величина удлинения при установившемся режиме теплового равновесия
– величина удлинения при установившемся режиме теплового равновесия
α – коэффициент, характеризующий форму кривой
t – время.
Из рисунка видно, что наибольший рост температурных деформаций наблюдается в начальный период времени, затем интенсивность роста снижается и, наконец, наступает период установившегося теплового режима, в течение которого температурные деформации практически не изменяются.
Вывод: Температурные деформации шпиндельного узла горизонтально-фрезерного станка – одна из причин выпуска бракованных изделий. Температурные деформации возникают в связи с нагреванием шпиндельного узла и, как следствие, происходит удлинение шпинделя, что ведёт к уменьшению размера обрабатываемой детали. Избежать такой деформации невозможно, так как нагревание – неизбежное следствие воздействия сил трения. Однако можно минимизировать погрешности, если учитывать время, необходимое для установления теплового равновесия, то есть дать станку время нагреться на холостом ходу для того, чтобы уменьшить в дальнейшем процент брака.
Похожие работы
-
Система координат станка детали и инструмента
Система координат детали, станка, инструмента 1 Система координат детали. 2 Система координат станка. 3 Система координат инструмента. Система координат детали
-
Вертикально- фрезерные станки с ЧПУ компании Инжиниринг
РЕФЕРАТ НА ТЕМУ: Вертикально- фрезерные станки с чпу компании Инжиниринг. О КОМПАНИИ В ЦЕЛОМ. Современные, высокопроизводительные станки сЧПУ тайваньского производства, предлагаемой компанией, используются во всех отраслях промышленности: автомобильной, энергетической промышленности, аэрокосмической промышленности, приборостроении и прочие.
-
Станок горизонтально-расточный 2М615
Станок горизонтально-расточный 2М615. Предназначен для комплексной обработки сложных корпусных деталей с отверстиями, связанными между собой точными межосевыми расстояниями
-
Модернизация привода токарно-винторезного станка мод. 1А616
Расчет кинематики (диаметр обработки, глубина резания, подача) привода шпинделя с плавным регулированием скорости, ременной передачи с зубчатым ремнем, узла токарного станка на радиальную и осевую жесткость с целью модернизации металлорежущего станка.
-
Расчет точности контрольного приспособления
2. КОНСТРУКТОРСКАЯ ЧАСТЬ 2.1. ОПИСАНИЕ РАБОТЫ ПРИСПОСОБЛЕНИЯ Деталь обрабатывается на станке 2204ВМФ4, производство крупносерийное, программа выпуска (на каждую деталь) 5000 шт. Станочное приспособление на операцию 015 (токарная) с механизированным зажимом заготовки состоит из следующих элементов:
-
Динамический расчет вертикально-фрезерного и токарного станков
Министерство Образования Российской Федерации Тольяттинский государственный университет Кафедра “Технология машиностроения” Отчет о практических работах по
-
Структура динамической системы станка
Резание как процесс обработки материалов, структура динамической системы металлорежущего станка. Выражение воздействия упругой системы на рабочие процессы при изменении основных параметров - сечении среза, давлении на поверхность и скорости движения.
-
Розрахунок та проектування шпиндельного вузла
Вибір схеми шпиндельного вузла по значенню швидкісного параметру. Визначення опорних реакцій, радіальних жорсткостей опор. Розрахунок жорсткості шпиндельного вузла. Визначення оптимальної міжопорної відстані та демпфіруючих властивостей шпинделя.
-
Процесс фрезерования
Динамический расчет вертикально-фрезерного станка 675 П. Расчет обработки вала ступенчатого. Динамическая модель основных характеристик токарно-винторезного станка 16Б16А. Определение прогиба вала, параметров резца, режимов резания и фрезерования.
-
Обозначение осей координат и направлений перемещений исполнительных органов на схемах станков с числовым программным управлением (ЧПУ)
Стандартная система координат станка с числовым программным управлением. Направления стандартной системы координат различных видов станков. Методика и условные обозначения осей координат и направлений перемещений на схемах агрегатных станков с ЧПУ.