Название: Определение неуравновешенной радиальной силы резания при сверлении
Вид работы: статья
Рубрика: Промышленность и производство
Размер файла: 40.8 Kb
Скачать файл: referat.me-305508.docx
Краткое описание работы: Одним из факторов, определяющих при сверлении точность обработки отверстий, особенно глубоких, является неуравновешенная радиальная сила резания.
Определение неуравновешенной радиальной силы резания при сверлении
Малышко И.А., Коваленко В.И. (ДонНТУ, г. Донецк, Украина)
Одним из факторов, определяющих при сверлении точность обработки отверстий, особенно глубоких, является неуравновешенная радиальная сила резания ![]() . Считается, что при идеальной заточке сверла радиальные силы резания Рy, действующие на каждый из зубьев инструмента, равны между собой и уравновешивают друг друга.
. Считается, что при идеальной заточке сверла радиальные силы резания Рy, действующие на каждый из зубьев инструмента, равны между собой и уравновешивают друг друга.
В реальной практике вследствие асимметричной заточки сверла возникает неуравновешенная радиальная сила резания ![]() , вызывающая изгиб инструмента и приводящая к возникновению дополнительных погрешностей в продольном сечении обрабатываемых отверстий. В настоящее время не существует общепринятой методики для определения силы
, вызывающая изгиб инструмента и приводящая к возникновению дополнительных погрешностей в продольном сечении обрабатываемых отверстий. В настоящее время не существует общепринятой методики для определения силы ![]() . В работе предпринята попытка показать, что эта сила зависит не только от твердости обрабатываемого материала (что широко известно), но также от конструктивных параметров режущего инструмента и принятых режимов обработки.
. В работе предпринята попытка показать, что эта сила зависит не только от твердости обрабатываемого материала (что широко известно), но также от конструктивных параметров режущего инструмента и принятых режимов обработки.
Анализ сил, возникающих при обработке резанием, показывает, что радиальная сила резания Рy может быть определена из рис. 1 зависимостью [1]:
 , (1)
, (1)
где РN – составляющая силы резания, направленная по нормали к режущей кромке инструмента; ![]() – главный угол в плане,
– главный угол в плане, ![]() – угол отклонения стружки. Принимают: знак «плюс» при отрицательном значении угла
– угол отклонения стружки. Принимают: знак «плюс» при отрицательном значении угла ![]() , и знак «минус» при положительном значении угла
, и знак «минус» при положительном значении угла ![]() .
.
Зависимость (1) для определения радиальной силы не учитывает изменения геометрических параметров инструмента вдоль режущей кромки, что является характерным для сверла.
Сила РN представляет собой одну из составляющих силы Рz и может быть рассчитана [1, 2] по выражению
![]() , (2)
, (2)
где Рz – сила, действующая в направлении главного движения; ![]() – угол скалывания. При обработке пластичных материалов можно принимать при расчетах
– угол скалывания. При обработке пластичных материалов можно принимать при расчетах
![]() , (3)
, (3)
где ![]() – переднии угол в нормальной секущей плоскости.
– переднии угол в нормальной секущей плоскости.
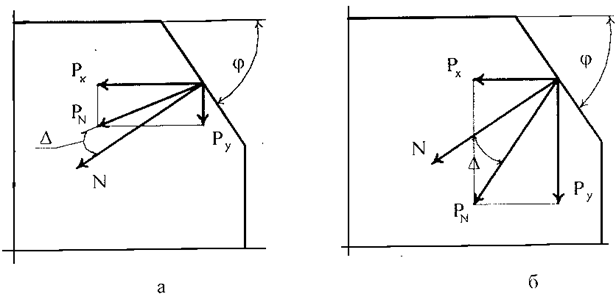
Рисунок 1 – К определению силы Рy: а – отрицательное значение угла ![]() ; б – отрицательное значение угла
; б – отрицательное значение угла ![]() .
.
Сила Рz может быть определена из выражения
 , (4)
, (4)
где ![]() – предел прочности на растяжение обрабатываемого материала; Sz – подача на зуб сверла; t – глубина резания.
– предел прочности на растяжение обрабатываемого материала; Sz – подача на зуб сверла; t – глубина резания.
Глубина резания при сверлении [3] принимается равной радиусу обрабатываемой поверхности: t=0,5D, где D – диаметр сверления.
Рассмотрим определение угла отклонения стружки ![]() , являющегося одним из параметров при определении радиальной составляющей силы резания Py. При несвободном резании и угле наклона главной режущей кромки
, являющегося одним из параметров при определении радиальной составляющей силы резания Py. При несвободном резании и угле наклона главной режущей кромки ![]() угол отклонения стружки следует вычислять по формуле
угол отклонения стружки следует вычислять по формуле
, (5)
где ![]() – вспомогательный расчетный угол, значение которого определяется зависимостью
– вспомогательный расчетный угол, значение которого определяется зависимостью
 , (6)
, (6)
где ![]() – вспомогательный угол в плане; при сверлении:
– вспомогательный угол в плане; при сверлении: ![]() .
.
Известно, что некоторые параметры, характеризующие процесс резания, являются переменными в зависимости от положения произвольной точки А режущей кромки сверла, в которой они измеряются. Величина угла ![]() определяется зависимостью
определяется зависимостью
![]() , (7)
, (7)
где rc и rx – соответственно радиус сердцевины сверла и текущий радиус произвольной точки режущей кромки. ![]() – угол наклона стружечной канавки.
– угол наклона стружечной канавки.
Необходимые для последующего анализа расчетные зависимости геометрических параметров ![]() ,
, ![]() и
и ![]() определяют на основании данных работ [4, 5].
определяют на основании данных работ [4, 5].
Угол наклона главной режущей кромки:
![]() , (8)
, (8)
где ![]() ' – угол при вершине сверла.
' – угол при вершине сверла.
Углы ![]() и
и ![]() ' связаны соотношением:
' связаны соотношением:
 ; или
; или
 , (9)
, (9)
Передний угол в нормальной секущей плоскости (рис. 2) определяется из выражение
![]() , (10)
, (10)
где углы ![]() и
и ![]() определяются на основе некоторых других конструктивных параметров сверла. Выражение для определения угла
определяются на основе некоторых других конструктивных параметров сверла. Выражение для определения угла ![]() зависит от вида передней поверхности сверла.
зависит от вида передней поверхности сверла.
Таким образом, используя вышеприведенные зависимости, можно определить радиальную составляющую силы резания Рy. При строго симметричной заточке сверла эти составляющие силы резания, действующие между собой. Однако, при практическом изготовлении сверл допускается определенная величина осевого биения режущих кромок инструмента [6], что приводит к возникновению неуравновешенной радиальной составляющей силы резания Рy.
Одним из параметров, влияющих на величину силы Рz, а значит, и на силу Рy, является подача на зуб сверла Sz, определяемая как
![]() , (11)
, (11)
Рисунок 2 – Элементы резания в нормальной секущей плоскости
Несимметричная заточка сверла приводит к изменению ![]() толщины срезаемого слоя, а следовательно, к изменению Sz: подачи на зуб сверла. В результате возникают колебания
толщины срезаемого слоя, а следовательно, к изменению Sz: подачи на зуб сверла. В результате возникают колебания ![]() Pz – тангенциальной составляющей силы резания, что в итоге приводит к появлению неуравновешенной радиальной составляющей силы резания
Pz – тангенциальной составляющей силы резания, что в итоге приводит к появлению неуравновешенной радиальной составляющей силы резания ![]() . Найдем аналитическую зависимость для определения этой составляющей силы резания. Для этого воспользуемся некоторыми из вышеприведенных зависимостей, а именно выражениями для определения тех параметров процесса резания, которые изменяются при наличии асимметричной заточки сверла.
. Найдем аналитическую зависимость для определения этой составляющей силы резания. Для этого воспользуемся некоторыми из вышеприведенных зависимостей, а именно выражениями для определения тех параметров процесса резания, которые изменяются при наличии асимметричной заточки сверла.
Расчеты показывают, что колебания неуравновешенной силы ![]() соизмеримы с абсолютной величиной Py радиальной составляющей силы резания, а иногда могут и превышать эту силу. Это существенно влияет на положение оси инструмента, а следовательно, и на погрешность обработанных отверстий.
соизмеримы с абсолютной величиной Py радиальной составляющей силы резания, а иногда могут и превышать эту силу. Это существенно влияет на положение оси инструмента, а следовательно, и на погрешность обработанных отверстий.
Список литературы
Филоленко С.Н. Резание металлов. – Киев: Вища школа, 1969. – 260 с.
Сурженко А.Н. Совершенствование сборных комбинированных зенкеров за счет допустимого уменьшения узлов крепления режущих пластин. Автореф. дисс. ... канд. техн. наук. – Донецк, 2001. – 16 с.
Справочник технолога–машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп.– М.: Машиностроение, 1985. – 496 с.
Холмогорцев Ю.П. Оптимизация процессов обработки отверстий. – М.: Машиностроение, 1984. – 184 с.
Родин П.Р. Геометрия режущей части спирального сверла. – К.: Техшка, 1971. – 136 с.
Справочник инструментальщика/ И.А. Ординарцев, С.Г. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. – Л.: Машиностроение. Ленингр. Отд-ние, 1987. – 846 с.
Похожие работы
-
Влияние распределения зубьев осевого инструмента на величину огранки обработанных отверстий
В статье рассмотрен вопрос влияния распределения зубьев осевого инструмента на величину огранки обработанных отверстий при несовпадении направления вращения инструмента и колебательного движения центра.
-
Расчет режимов резания при механической обработке
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Уфимский государственный авиационный технический университет
-
Обработка резанием
Сущность и схемы способов обработки.
-
Модернизация привода токарно-винторезного станка мод. 1А616
Расчет кинематики (диаметр обработки, глубина резания, подача) привода шпинделя с плавным регулированием скорости, ременной передачи с зубчатым ремнем, узла токарного станка на радиальную и осевую жесткость с целью модернизации металлорежущего станка.
-
Проектирование и разработка приспособления для изготовления отверстий в детали
Технологическая оснастка как важнейший фактор осуществления технического процесса в машиностроении. Основные этапы проектирования приспособления для изготовления отверстий в детали типа "рычаг". Служебное назначение приспособления, основные расчеты.
-
Разработка маршрутной технологии изготовления детали
Выбор заготовки в виде шестигранника для изготовления гайки. Обоснование маршрута изготовления детали. Выбор оборудования, инструментов, приспособлений, режимов резания. Определение трудоемкости механической обработки. Коэффициент использования металла.
-
Токарные операциии, назначение режимов резания
Эксплуатация станков и инструментов; назначение режимов резания и развертывания с учетом материала заготовки, режущих свойств инструмента, кинематических и динамических данных станка. Расчет глубины резания, подачи, скорости резания и основного времени.
-
Проектирование технологической оснастки
Анализ и выбор схемы базирования. Выбор и разработка установочных элементов. Разработка силовой схемы и расчет силы закрепления. Расчет силовых механизмов и привода приспособления. Конструирование приспособления и контрольного инструмента.
-
Сверление и фрезерование, шлифование. Технологические требования к конструкциям обрабатываемых деталей
Сверление – метод получения отверстий резанием. Оборудование и инструменты. Обработка просверленных отверстий зенкером и разверткой. Технология формообразования поверхностей фрезерованием. Технологические требования к конструкциям обрабатываемых деталей.
-
Разработка технологической операции механической обработки детали на токарном станке с ЧПУ 16Б16Т1
Приобретение практических навыков назначения режимов резания, механической обработки детали и составлении программы для изготовления детали на токарном станке с ЧПУ 16Б16Т1. Составление последовательности переходов с назначением режущих инструментов.