Название: Технологическая оснастка
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 222.71 Kb
Скачать файл: referat.me-305561.docx
Краткое описание работы: Построение схемы базирования и установки для заданной детали при фрезеровании паза. Определение потребной силы тяги пневматического двигателя для закрепления детали при токарной обработке в патроне. Расчет длины поверхности контакта детали с втулкой.
Технологическая оснастка
Практическая работа
по курсу «Технологическая оснастка»
Вариант №7
Практическая работа № 1
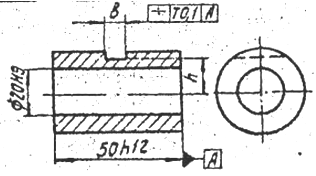
Задание: начертить схему базирования и схему установки для заданной детали при фрезеровании паза в размер b и h.


![]() Решение:
Решение:
Схема базирования
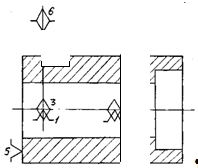
Схема установки детали
Практическая работа № 2
фрезерование пневматический токарный втулка
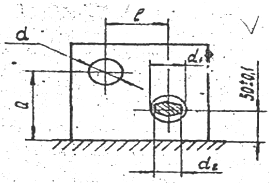
Задание: рассчитать погрешность базирования для нижеприведенной схемы установки детали. Обработка отверстия d в детали, установленной отверстием d1(Ø20+0.021) ![]() на штырь диаметром d2 (Ø20
на штырь диаметром d2 (Ø20![]() )
)![]()

 и параллельную оси отверстия плоскость.
и параллельную оси отверстия плоскость.
![]()
Решение:
На операции необходимо выполнить размеры а и b, определение положения обрабатываемого отверстия d. Точность обработки отверстия определяется инструментом.
Погрешность базирования размера равна максимальному зазору посадки на штыри, т.е.:
εбаз=δ1 +δ2+2∆,
δ1=0,021 - допуск на диаметр установочного отверстия;
δ2=0,021 - допуск на диаметр штыря;
2∆=0,020 - минимальный гарантированный диаметральный зазор посадки.
εба=0,021+0,021+0,020=0,062мм
Погрешность базирования размера b равна: εбв= εба = 0,062мм.
Практическая работа № 3
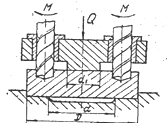
Задание: определить необходимую силу зажима для заданных на схеме условий закрепления. М=200кгс∙мм, D1 =150мм, d =100 мм, d1 =60мм, f1 = f2 =0,16
Решение:

Практическая работа № 4
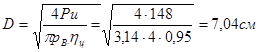
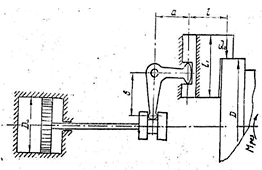
Задание: для заданной на схеме конструкции с пневмоприводом определить диаметр пневмоцилиндра, который обеспечит необходимую силу зажима Q заготовки в приспособлении
Q =400 кгс L = 150 мм, α=20ْ
l=15мм, К=10мм, d=8мм.
Решение:
![]()
![]()
![]()
Практическая работа № 5
Задание: определить потребную силу тяги и основные размеры пневматического двигателя для закрепления детали при токарной обработке в самоцентрирующем патроне. Коэффициент трения между кулачками патрона и заготовкой f = 0,25. Коэффициент трения в трущихся парах патрона fi = 0,15. Коэффициент запаса закрепления К = 2,5.
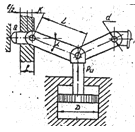
Тип патрона и его параметры: с рычажным приводом, l=70 мм; l1 =90 мм; a/в=1/3,5; D=120 мм;D1 =100 мм; Pz =200 кгс; Px =75 кгс
Тип пневмодвигателя - пневмоцилиндр.
Решение:
Сила зажима детали одним кулачком патрона:
![]()
n=3 - число кулачков патрона.
Определение потребной силы тяги и размеров пневматического двигателя при токарной обработке в самоцентрирующем патроне.
![]()
Определяем потребную силу на штоке механизированного привода патрона
![]()
Диаметр цилиндра двухстороннего действия (при давлении в штоковой полости) определяем из формулы:
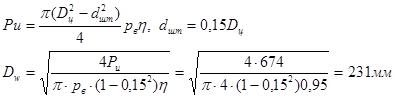
Принимаем по ГОСТ 21821-76 Dц =230 мм, dшт =34,5мм
Длина хода штока lштока =S*b/a=3*3,5=17,5 мм.
Практическая работа № 6
Задание: разработать конструкцию и произвести расчет патрона с гидропластмассовым зажимом для чистовой обработки наружного диаметра втулки на токарном станке. Материал тонкостенной втулки сталь ЗОХГС (σТ =85 кгс/мм2 ; Е=2,1∙104 кгс/мм2 ).
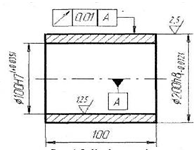
Исходные данные: D=120 мм; d=100 мм; 1=100 мм; Мрез =600 кгс∙см.
Решение:
Учитывая высокою точность допуска на радиальное биение детали, выбираем установку детали с базированием по внутреннему диаметру в само центрирующем патроне с гидропластмассой , обеспечивающем точность центрирования в пределах 0,005-0,01 мм.
Расчет патрона сводится к расчету размеров установочной втулки, диаметра и хода плунжера, усилия на плунжер, диаметра поршня пневмоцилидра привода,
1. диаметр наружной поверхности втулки D принимаем по внутреннему диаметру детали по посадке 17 (ǿ120f7(![]() )
)
2. Длину 1 тонкостенной части втулки принимаем равной длине базового размера отверстия детали, 1=100 мм.
3. Толщина стенки оболочки (l>D/2; D>50мм)
![]()
=0,025∙120=3 мм.
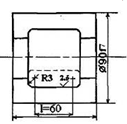
Ширина посадочного пояска
![]() Принимаем Т=12мм
Принимаем Т=12мм
4. Максимальный диаметральный зазор между установочной поверхностью втулки и базовой поверхностью зажимной детали, т.е. величина деформации. При которой оболочка соприкасается с деталью
Smax =Dизд.max -D вт.min =120,054-119,893=0,161 мм
Допустимая упругая деформация втулки
|
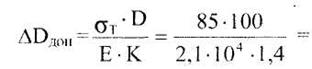
0,3469 мм,
где К=1,4-коэфициент запаса прочности.
5. Определяем давление гидропластмассы Рr соответствующее первичному контакту оболочки с деталью
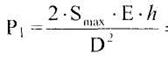
; ![]()
Давление гидропластмассы Рr , зависящее от величины момента резания
![]() где
где ![]() -приведенная сила
-приведенная сила
К=1,5-2,5- коэффициент запаса закрепления, принимаем К=3.
f =0,1-0,16- коэффициент трения на поверхности сопряжения, принимаем f =0,1; ψ=0,69
Тогда ![]()
Суммарное давление гидропластмассы, необходимое для прочного удержания заготовки на втулке
![]()
6. Диаметр плунжера ![]()
Сила Рч на плунжере или штоке пневматического привода
![]()
Диаметр поршня
![]()
Принимаем по ГОСТ2181-76 D=125мм
7. Определяем ход поршня и плунжера
![]()
![]()
![]()
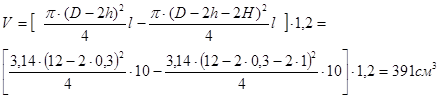
7. Определяем длину lК поверхности контакта обрабатываемой детали с втулкой, когда деталь закреплена
![]()
Коэффициент запаса контакта![]()
Условие надежного крепления (0,5<а=0,78<0,8) и центрирования соблюдено.
Похожие работы
-
Технологическая оснастка
Министерство общего и профессионального Образования Российской Федерации Южно – Уральский Государственный университет Кафедра технологии машиностроения
-
Проектирование приспособлений для базирования и закрепления деталей
Приспособление как технологическая оснастка для установки или направления инструмента при выполнении технологической операции. Применение станочных приспособлений. Технические требования на приспособления в зависимости от их служебного назначения.
-
Основы конструирования и проектирования приспособлений
Проектирование приспособления для контроля неперпендикулярности пазов рычага к оси отверстия. Разновидности установок и габаритов. Универсально-безналадочные приспособления: достоинства и недостатки. Последовательность разработки приспособления.
-
Разработка станочного приспособления для обработки детали Вал-шестерня
Калужский Государственный Машиностроительный Колледж КУРСОВОЙ ПРОЕКТ По предмету: «Технологическая оснастка» ТЕМА Разработка станочного приспособления для обработки детали «Вал-шестерня»
-
Расчет и проектирование универсального сборного приспособления
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ Кафедра "Технология машиностроения" КУРСОВАЯ РАБОТА по дисциплине "Технологическая оснастка"
-
Проектирование и расчет специального приспособления для сверления шести отверстий
Содержание Реферат Вступление 1 Описание работы приспособления 2 Расчет продуктивности приспособления 3 Выбор режущего инструмента, назначение режимов резания и определение норм времени
-
Проектирование технологической оснастки
Анализ и выбор схемы базирования. Выбор и разработка установочных элементов. Разработка силовой схемы и расчет силы закрепления. Расчет силовых механизмов и привода приспособления. Конструирование приспособления и контрольного инструмента.
-
Проектирование станочной и контрольной оснастки
Компоновка приспособления для сверления радиального отверстия диаметром 6 мм в детали типа тел вращения. Обоснование конструкции приспособления. Расчёт основных параметров силового узла, режима обработки поверхности и потребного усилия закрепления.
-
Разработка управляющей программы для станков с ЧПУ при контурной фрезерной обработке "пластины"
Область использования различных технических средств при изготовлении двух отверстий в пластине. Расчётно-технологическая карта для обработки правой части детали "Ось". Управляющая программы для станка с ЧПУ ВМ-12-500 при контурной фрезерной обработке.
-
Проектирование станочного приспособления для фрезерного станка
Проектирование приспособления: специализированное безналадочное для фрезерования шпоночных пазов в деталях типа валов. Разработка схемы установки и усилия зажима заготовки, конструкции корпуса приспособления, расчет силового привода и силы резания.