Название: Калибровка инструмента непрерывного стана
Вид работы: лабораторная работа
Рубрика: Физика
Размер файла: 108.66 Kb
Скачать файл: referat.me-340932.docx
Краткое описание работы: Порядок и формулы расчёта калибровки 8-клетьевого непрерывного стана. Расчёт скоростного режима прокатки и характеристик очага деформации. Вычисление площадей контактных поверхностей. Усилие металла на валок в зоне редуцирования и в зоне обжатия стенки.
Калибровка инструмента непрерывного стана
Лабораторная работа на тему:
Калибровка инструмента непрерывного стана
1 Калибровка инструмента непрерывного стана
Для расчёта калибровки 8-клетьевого непрерывного стана использована методика расчёта калибровки 9-клетьевого стана.
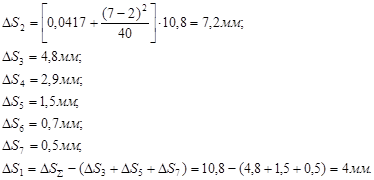
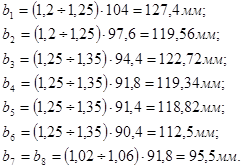
Обжатие по стенке в клетях,[2]
где ![]() номер клети,
номер клети,
![]() суммарное обжатие по стенке в непрерывном стане,
суммарное обжатие по стенке в непрерывном стане,
![]()
Расчёт ведется, начиная со второй клети
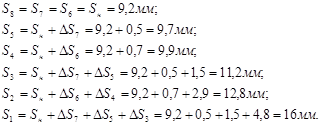
Толщина стенки трубы по вершине калибра
Высота калибров для 6-и клетей
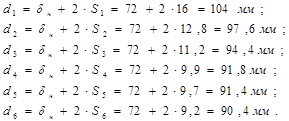
Высота калибров в чистовых 7 и 8 клетях
![]()
![]()
где К1=0,2 – коэффициент уширения контура;
С1=0,5 – коэффициент неравномерности величины зазора по разъёму и высоте калибра;
![]() - зазор между трубой и оправкой,
- зазор между трубой и оправкой,
![]() , тогда
, тогда
![]()
Ширина калибров
![]()
Коэффициент овализации для первых двух клетей выбирается ![]() ,
,
с третьей по пятую клеть ![]() , для шестой клети
, для шестой клети ![]() , для последних двух клетей
, для последних двух клетей ![]() ,[2].
,[2].
Угол выпуска выбирается на основе практических данных для клетей с первой по третью ![]() , с четвёртой по шестую
, с четвёртой по шестую ![]() .
.
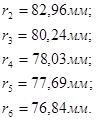
Радиус выпуска каждого калибра рассчитывается по приближённой формуле,[2].
![]()
![]() ;
;
Для первых клетей форма калибра круглая с прямыми выпусками, для последних клетей форма калибра овальная.
Для нахождения коэффициента вытяжки в каждой клети необходимо найти площади поперечного сечения трубы на выходе из каждой клети,[4]:
![]()
где i-номер клети;
δн - диаметр оправки непрерывного стана; ![]()
![]() - угол выпуска калибра;
- угол выпуска калибра;
di - высота калибра;
![]()
![]() мм;
мм;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() .
.

F2 =3747,2![]()
F3 =3118,3![]()
F4=2741,9![]()
F5=2577,9![]()
F6=2459,54![]()
F7,8=![]()
где![]() ,
,
![]() , тогда
, тогда
![]()
Коэффициент вытяжки:
![]()
![]()
Где
![]() ,
,
![]() , тогда
, тогда![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]()
![]() ,
,
![]() .
.
Диаметр бочки валка,[1]
![]()
где ![]() - максимальный диаметр гильзы, тогда
- максимальный диаметр гильзы, тогда
![]()
Длина бочки валка,[1]
![]()
где ![]() ширина реборды
ширина реборды
![]() ,
,
![]() ширина калибра первой пары валков,
ширина калибра первой пары валков,
![]() тогда
тогда
![]() .
.
Прокатка на оправке в данной установке происходит при постоянном диаметре бочек валков.
Наиболее желательной является прокатка в непрерывном оправочном стане при отсутствии натяжения или подпора, однако, для предотвращения аварийных ситуаций в стане возникает необходимость задавать незначительное натяжение между клетями стана.
Рекомендуемые коэффициенты кинематического натяжения для непрерывного оправочного стана с индивидуальным приводом валков,[1]
![]()
С первой по третью клеть ![]() натяжение; с четвёртой по шестую клеть
натяжение; с четвёртой по шестую клеть ![]() -натяжение; в седьмой и восьмой клетях
-натяжение; в седьмой и восьмой клетях ![]() - подпор.
- подпор.
Между седьмой и восьмой клетями создаётся подпор, необходимый для осуществления подъёма металла трубы над оправкой до образования зазора, необходимого для свободного извлечения оправки из трубы.
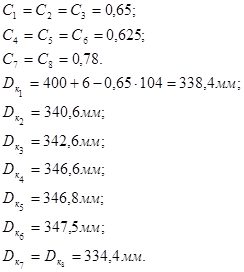
Катающие диаметры,[3]
![]()
где ![]() - зазор между валками,
- зазор между валками,![]() ,
,
![]() для 1,7,и8 клетей;
для 1,7,и8 клетей;
![]() для остальных клетей;
для остальных клетей;
Сi – коэффициент, зависящий от формы калибра, определяется по графикам [3]:
2 Расчёт скоростного режима прокатки
Расчёт скоростного режима ведётся с последней клети, в которой формируется стенка. Такая клеть-шестая, скорость металла на выходе из которой определяется максимальной производительностью агрегата.
Для ТПА-8![]()
![]() [1].
[1].

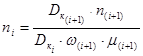
Для остальных клетей частота вращения валков определяется
Энергосиловые параметры непрерывного стана
Произведём расчёт энергосиловых параметров в каждой клети непрерывного стана.
Схема обжатия в первой клети
![]()
Исходные данные:
![]() диаметр валка по реборде,
диаметр валка по реборде, ![]()
![]() число оборотов валка в первой клети,
число оборотов валка в первой клети,![]()
![]()
Т – температура, Т=1200˚С;
![]() коэффициент овализации калибра,
коэффициент овализации калибра,
![]()
Полное усилие металла на валок
![]()
где ![]() давление металла на валок и площадь контакта в зоне редуцирования;
давление металла на валок и площадь контакта в зоне редуцирования;
![]() то же в зоне обжатия стенки.
то же в зоне обжатия стенки.
3 Расчёт характеристик очага деформации
Длина очага деформации
![]()
где ![]() - обжатие по диаметру,
- обжатие по диаметру,
![]() ;
;
![]() диаметр валка по вершине калибра,
диаметр валка по вершине калибра,
![]()
где ![]() зазор между ребордами валков, для первой клети
зазор между ребордами валков, для первой клети ![]()
Длина зоны обжатия
![]()
Длина зоны редуцирования
![]()
Вычисление площадей контактных поверхностей
Полная площадь контакта
![]()
где ![]() ширина калибра для первой клети,
ширина калибра для первой клети,
![]() ;
;
![]() коэффициент формы контактной поверхности, равный 0,8÷0,9;
коэффициент формы контактной поверхности, равный 0,8÷0,9; ![]()
![]()
Площадь контактной поверхности в зоне обжатия стенки
![]()
где ![]() диаметр оправки,
диаметр оправки, ![]() , тогда
, тогда
![]()
Площадь контактной поверхности в зоне редуцирования
![]()
Диаметр трубы в конце зоны редуцирования

4 Расчёт сопротивления деформации в зоне редуцирования
Схема обжатия
![]()
Сопротивление деформации
![]() .
.
Относительное обжатие

Интенсивность скоростей деформации сдвига
![]() ,
,
где
где ![]() - эмпирические коэффициенты, зависящие от марки стали,
- эмпирические коэффициенты, зависящие от марки стали, ![]() ,
,
для стали 10:
![]() МПа,
МПа,
температура прокатки принята Т=1200˚С.
5 Усилие металла на валок в зоне редуцирования
Среднее давление металла на валок находится по формуле, ![]()
![]()
где

![]() МПа.
МПа.
![]() кН
кН
Сопротивление деформации в зоне обжатия стенки
Схема обжатия
![]()
Расчёт ведётся аналогично расчёту
Сопротивление деформации
![]() МПа.
МПа.
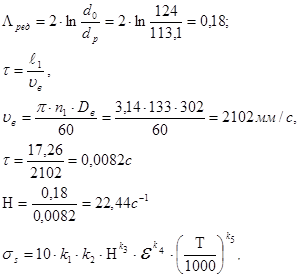
6 Усилие металла на валок в зоне обжатия стенки
Среднее нормальное давление в зоне обжатия стенки ![]() можно определить по кривым, рассчитанным Целиковым А.И.
можно определить по кривым, рассчитанным Целиковым А.И. ![]() .
.
Параметры, от которых зависит ![]() , определяются по формулам:
, определяются по формулам:
где ![]()
![]() коэффициент трения.
коэффициент трения.
![]()
![]()
![]() МПа
МПа
По номограмме находится отношение ![]() =1,65. Отсюда
=1,65. Отсюда ![]()
![]() МПа
МПа
Усилие металла на валок
![]() кН.
кН.
Полное усилие металла на валок
![]() кН
кН
Полученное усилие металла на валок не превышает предельно допустимого усилия.
Момент прокатки на длинной оправке
![]()
![]()
![]() кН·м.
кН·м.
Схема обжатия во второй клети то же для третьей клети
![]()
![]()
Длина очага деформации
![]() . 66мм
. 66мм
Длина зоны обжатия
![]() . 54,76мм
. 54,76мм
Длина зоны редуцирования
![]() 11,2мм
11,2мм
Полная площадь контакта
![]() 6513,4мм2
6513,4мм2
Площадь контактной поверхности в зоне обжатия
![]() 6133,12мм2
6133,12мм2
Площадь контактной поверхности в зоне редуцирования
![]() 380,3мм2
380,3мм2
Диаметр трубы в конце зоны редуцирования
![]() 114,4мм
114,4мм
Сопротивление деформации в зоне редуцирования
![]() . 47МПа
. 47МПа
Усилие металла на валок в зоне редуцирования
![]() 19,07кН
19,07кН
Сопротивление деформации в зоне обжатия
![]() 66,8МПа
66,8МПа
Усилие металла на валок в зоне обжатия
![]() . 800кН
. 800кН
Полное усилие металла на валок
![]() 819,07кН
819,07кН
Момент прокатки
![]() 29,66кН м
29,66кН м
Скорость валка
![]() мм/с 3370мм/с
мм/с 3370мм/с![]()
![]()
Похожие работы
-
Физика. Билеты к экзамену за 9 класс
Физика 9 кл. Бровкиной Билет №1 1. Механическое движение. Система отсчета. Материальная точка. Траектория. Путь и перемещение материальной точки. 2. Лабораторная работа. Определение коэффициента трения скольжения.
-
Разработка электропривода прошивного стана трубопрокатного агрегата
Содержание 1.1 Количественная оценка вектора состояния или тахограммы требуемого процесса движения 3 1.2 Количественная оценка моментов и сил сопротивления 4
-
Методы оценки температурного состояния
Постановка нестационарной краевой задачи теплопроводности в системе с прошивной оправкой. Алгоритм решения уравнений теплообмена. Методы оценки термонапряженного состояния. Расчет температурных полей и полей напряжений в оправке при циклическом режиме.
-
Процесс построения опоры для линии электропередачи в условиях ветрености: необходимые качества
Проект линии электропередачи, расчет для неё опоры при заданном ветровом районе по гололёду. Расчёт проводов линии электропередач на прочность. Расчёт ветровой нагрузки, действующей на опору. Подбор безопасных размеров поперечного сечения стержней фермы.
-
К вопросу о механизме сверхпроводимости в металлах- сверхпроводниках.
В данной работе показано, что кроме тепловых колебаний атомов, влияющих на проводимость металлов-сверхпроводников при низких температурах (теория БКШ), существенное влияние на появление сверхпроводимости должно оказывать число электронов, отданых в зону проводимости каждым атомом кристаллической решетки,и взаимодействием этих электронов в зоне проводимости.
-
Введение в физику твердого тела. Начало квантовой механики
Г.Г.ФИЛИПЕНКО КВАНТОВАЯ МЕХАНИКА. ВВЕДЕНИЕ В НАЧАЛЬНЫЕ УСЛОВИЯ ФИЗИКИ ТВЕРДОГО ТЕЛА. Электроны проводимости вносят низкий вклад в теплоемкость металла (закон Дюлонга-Пти).
-
Построение зонной структуры по заданным направлениям в зоне Брюллюэна
Домашняя работа Построение зонной структуры по заданным направлениям в зоне Брюллюэна Выполнил: Гумбатов К.C. Москва 2008 . Содержание задания №1 Построить зонную структуру по заданным направлениям в зоне Брюллюэна E(k) вблизи энергий Ev max и Ec min. Указать на ней положение примесных акцепторных состояний EA и значения эффективных масс для основных носителей заряда mp*.
-
Проект толкательной печи для нагрева заготовок под прокатку (125х125х12000мм) из низколегированной стали производительностью 80 т/ч
Литературный и патентный обзор по теме работы. Расчет полного горения топлива. Расчет нагрева металла в печи и основных размеров печи. Тепловой баланс и выбор горелок. Определение высоты кирпичной трубы. Расчёт сечения борова. Тип и размер футеровки.
-
Физические основы пластичности и прочности металлов 2
Тема: Физические основы пластичности и прочности металлов. Физическая природа деформации металлов. Деформацией называется изменение формы и размеров тела под действием напряжений.
-
Расчет прочности укрепления отверстия в барабанах паровых котлов
Цель и задачи расчета прочности неукрепленного одиночного отверстия, расчетные зависимости при расчете прочности. Расчет толщины стенки цилиндрических барабанов, компенсирующей площади от укрепления накладкой, номинальной толщины стенки обечаек барабана.