Название: Сварочное пламя
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 2.47 Mb
Скачать файл: referat.me-299087.docx
Краткое описание работы: Строение и состав ацетиленокислородного пламени при различных содержаниях кислорода и горючего газа. Химическое взаимодействие пламени с металлом. Зависимость нагрева металла от состава горючей смеси, расхода горючего, угла наклона пламени к поверхности.
Сварочное пламя
Челябинский государственный промышленно–гуманитарный техникум
Контрольная робота
По дисциплине: «Технология газовой сварки»
Тема: Сварочное пламя
Выполнил:
Руднев В.А.
Курс V группа 505з
Руководитель:
Панафидина Г.В.
Форма обучения: заочная
Челябинск 2009
Содержание
1. Строение и состав ацетиленокислородного пламени при различных содержаниях кислорода и горючего газа в горящей смеси
2. Химическое взаимодействие пламени с металлом
3. Температура ацетиленокислородного пламени и пламени с использованием газов-заменителей ацетилена
4. Зависимость нагрева металла от состава горючей смеси, расхода горючего, угла наклона пламени к поверхности металла, скорость перемещения пламени, толщины и теплофизических свойств металла
Список литературы
1. Строение и состав ацетиленокислородного пламени при различных содержание кислорода и горючего газа в горюющий смеси
Окисление металла при сварке. Металл окисляется преимущественно газами пламени горелки или при проникновении кислорода воздуха из окружающей среды. Некоторое значение может иметь и окисление расплавляемого метала окислами (окалина, ржавчина), находящимися на поверхности свариваемого металла или присадочной проволоки.
Растворяясь в стали, кислород вступает в соединение не только с железом, но и с примесями, что увеличивает общее содержание кислорода в стали. Наличие кислорода в стали (в виде окислов или в чистом виде) приводит к понижению механических свойств металла. В процессе окисления содержание в металле некоторых элементов уменьшается, так как они выгорают. Так, при сварке стали выгорают углерод, кремний и марганец.
В результате выгорания указанных элементов свойства стали изменяются. Например, при выгорании углерода образуется окись углерода, которая, выходя из ванны, вызывает кипение ее и усиливает разбрызгивание металла сварочной ванны, — шов получается пористым с пониженными механическими свойствами.
При сгорании горючих газов или паров горючих жидкостей в смеси с технически чистым кислородом (или воздухом) образуется сварочное пламя.
Оно характерно также для большинства газокислительных смесей.
Ядро ослепительно белого цвета, имеет форму конуса с закругленным концом. В ядре происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука. Восстановительная зона имеет значительно более темный цвет, чем ядро, и наиболее высокую температуру на расстоянии 3 – 5 мм от края ядра. В факеле протекает горение ацетилена за счет атмосферного кислорода. Нормальное пламя используют для сварки малоуглеродистых, низколегированных и высоколегированных сталей, а также меди, магниевых сплавов, алюминия, цинка, свинца и др.
В зависимости от соотношения смеси ацитилено-кислородное пламя может быть нормальным, науглероживающим (ацетиленистым) и окислительным (рис2). Ацетилен сгорает в смеси с чистым кислородом по следующей реакции:
C2 H2 +O2 =2CO+H2
Продукты неполного сгорания догорают за счет кислорода окружающего воздуха по реакции
2CO+H2 +1.5O2 =2CO2 + H2 O
Таким образом, на рис.1 объем ацетилена требуется 2,5 объема кислорода.
Практически вследствие некоторой загрязненности чистого кислорода нормальное пламя образуется при несколько большем количестве чистого кислорода, т. е. при соотношении смеси В= O2 / C2 H2 =1,1+1,2. при соотношение смеси В= O2 / C2 H2 <1,1 пламя становится науглероживающим.
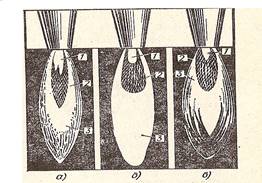
Рис 1. Виды ацетиленокислородного пламени.
Ядро его увеличивается, приобретает расплывчатое очертание и начинает копить. В таком пламени ощущается недостаток кислорода для полного сгорания ацетилена. При соотношение смеси В= O2 / C2 H2 >1,2 пламя становится окислительным. Ядро пламени укорачивается и заостряется.
Части пламени |
Содержание по объему,% | ||||||
| СО | H2 | CO2 | H2O | N2 | O2 | прочие | |
| Вблизи конца ядра | 60 |
31 |
- |
- |
8 |
- |
остальное |
| В конце восстан. зоне | 33 |
15 |
9 |
6 |
33 |
- |
» |
| В средней части факела | 3,7 |
2,5 |
22 |
2,6 |
58 |
8 |
» |
| Вблизи конца факела | - |
- |
8 |
2,2 |
74 |
15 |
» |
2. Химическое взаимодействие пламени с металлом
При определении понятия свариваемости различают металлургическую и технологическую свариваемость.
Металлургическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых деталей, в результате которых образуется неразъемное сварное соединение. На границе соприксновенния соединяемых деталей происходят процессы, протекание которых определяется свойствами соединяемых металлов.
Сварка разнородных металлов может не произойти так как свойства таких металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают металлургической свариваемостью.
Под технологической свариваемостью понимается возможность получения сварного соединения, определяемого видов сварки. При различных видах сварки происходит окисление компонентов сплавов. В стали, например, выгорает углерод, кремний, марганец, окисляется железо. Технологическая свариваемость устанавливает оптимальное режимы и способы сварки, технологическую последовательность выполнения сварочных работ, обеспечивающие получение требуемого сварного соединение.
В процессе сварки в сварном соединении возможно образование трещин. По расположению относительно оси шва они могут быть продольными и поперечными. Трещины являются наиболее опасными дефектом, так как исправление их требует к неисправимому браку.
3.Температура ацетилено-кислородного пламени и пламени с использованием газов-заменителей ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы to пламени была примерно в два раза превышала to плавления свариемого металла. Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом. Вследствие более низкой to пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы – заменители с низкой теплопроводной способностью неэкономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Таблица.
| Горючие газы для сварки и резки. | Температура пламени при сгорании в кислороде | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | - |
4. Зависимость нагрева металла от состава горючей смеси, расхода горючего, угла наклона пламени к поверхности металла, скорость перемещения пламени, толщины и теплофизических свойств металла
Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств.
Количество ацетилена в час, необходимое на 1мм толщины свариваемого металла, устанавливается практикой.
При сварки низкоуглеродистой стали на 1мм толщины свариваемого металла требуется 100 – 130дм3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4мм минимальная мощность сварочной горелки составит 400 дм3 /ч, наибольшая 520 дм3 /ч.
Для сварки различных металлов требуется определенный вид пламени – нормальное, окислительное, науглероживающие. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстояние 2 – 6 мм от конца ядра. Конец присадочной проволоки должен находится в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона мундштука к поверхности свариваемого металла (рис. 2). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
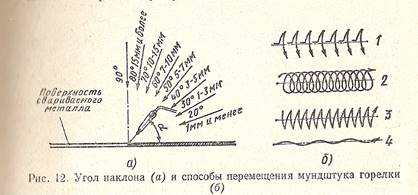
Рис 2. угол наклона (а)и способы перемещение мундштука горелки(б).
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий работы газосварщика, чтобы рука сварщика не нагревалось теплотой, излучаемой нагретым металлом.
Список литературы
1. Соколов И. И. Газовая сварка и резка металлов: Перед. И доп. – М.: Высшк., 1986 г. (Профтехобразование).
Похожие работы
-
К вопросу о вентиляции
помещений. При использовании современных конструкций рам, которые обеспечивают высокую плотность закрытия окон, возникает дисбаланс между количеством вытяжного и приточного воздуха в помещении. Это приводит к снижению концентрации кислорода, повышению влажность и, как следствие, отпотеванию окон в зимний период.
-
Устройство сварочной горелки
Сварочная горелка является основным инструментом газосварщика при сварке и наплавке. Сварочной горелкой называется устройство, служащее для смешивания горючего газа и глаза или паров горючей жидкости с кислородом и получения сварочного пламени. Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени.
-
Схема и краткая характеристика сварки плавлением
Московская Государственная Академия Приборостроения и Информатики Реферат по дисциплине «Физико-химические основы соенинения металлов» СХЕМА И КРАТКАЯ ХАРАКТЕРИСТИКА
-
Обогащение дутья кислородом в доменном процессе
Преимущества применения обогащения дутья кислородом в доменном процессе: увеличение количества сжигаемого в единицу времени углерода, экономия тепла. Неблагоприятные изменения в тепловом балансе печи. Зависимость расхода кокса от концентрации кислорода.
-
Инструменты для стеклодувных работ
Классификация инструмента для стеклодувных работ, его назначение и особенности использования в производстве. Газовые горелки как основной инструмент для доведения стекла до размягченного состояния в мастерской, принцип его работы и эффективность.
-
Гидродинамика сталеплавильной ванны
Максимальная скорость струи на выходе из печи. Диаметр газовой струи в месте встречи с поверхностью сталеплавильной ванны. Радиус газовой струи. Распределение скорости газа по сечению потока. Определение глубины проникновения кислородной струи в ванну.
-
Пайка и сварка 2
РЕФЕРАТ По теме Пайка и сварка 1. Основы теории пайки металлов……………………1 2. Технология пайки…………………………………...2 3. Флюсы ………………………………………………3 4. Припои………………………………………………4
-
Атомно-абсорбционный анализ
Метод атомно-абсорбционного спектрального анализа и его достоинства. Контроль технологических процессов. Термическое испарение сухих остатков растворов. Наложение излучения атомизатора на излучение источника света. Коэффициент диффузии атомов в газах.
-
Сварка газопровода на монтаже
ВВЕДЕНИЕ Сварка, по сравнению с другими способами соединения, широко применяется в различных отраслях промышленности и строительства. Основы сварки были заложены открытиями и изобретениями русских учёных и инженеров.
-
Сварка латуни
Схема соединения деталей сваркой плавлением. Сварка по виду применяемой энергии. Сварка латуни. Дуговая сварка латуни. Режимы сварки латуни угольным электродом. Газовая сварка латуней. Применение флюса БМ-1 повышает производительность сварки.