Название: Температурный расчет сварки
Вид работы: курсовая работа
Рубрика: Промышленность и производство
Размер файла: 95.39 Kb
Скачать файл: referat.me-300793.docx
Краткое описание работы: Тепловые основы сварки и ее физическое обоснование. Выбор и обоснование расчетной схемы, определение термических циклов кривых. Вычисление при помощи расчетных формул и из соответствующих графиков длины сварочной ванны, ширины шва и зоны нагрева.
Температурный расчет сварки
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе
по дисциплине: «ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ»
Аннотация
Основная задача данной курсовой работы – выполнить расчет температурных полей, которые представляются в виде графических зависимостей:
– Т=f(t) – термических циклов кривых для точек, расположенных на различном расстоянии Y от оси шва. При этом Z принимается равной Z=0;
– изотермических линий для температур Т=(0,2; 0,4; 0,6; 0,8; 1,0) Тпл .,
где Тпл . – температура плавления основного металла, °С;
– Тmax , где Тmax – максимальная температура точки, °С;
– максимальную температуру Тmax в точке с координатой y =2∆ y , где ∆ y – шаг по для термических циклов;
– мгновенную скорость охлаждения w точек, лежащих на оси шва, при температуре Т=0,4Тпл ;
– длительность пребывания выше температуры Т=0,4Тпл точек шва с координатой y =2∆ y ;
– длину сварочной ванны L ;
– ширину шва В ;
– ширину зоны нагрева ∆1 между изотермами для температур Т=0,4Тпл и Т=0,6Тпл
Каждые из перечисленных величин надо определить двумя способами: при помощи расчетных формул и из графиков.
Введение
Тепловые основы сварки – прикладная научная дисциплина, изучающая источники тепла, нагрев и охлаждение металла, их влияние на протекающие при сварке процессы.
При сварке происходит изменение температуры металла шва от температуры окружающей среды до температуры плавления металла и выше. В этом промежутке температур происходит расплавление и кристаллизация металла, фазовые и структурные превращения: химические реакции в жидкой ванне; объемные изменения основного и наплавленного металла.
Для того чтобы управлять этими процессами, прогнозировать возможные трудности при сварке, и пользуются тепловой теорией, сущность которой состоит в определении температуры в любой точке тела в любой момент времени от действия источника нагрева.
1. Подготовка исходных данных для расчетов
Марка свариваемого материала: Ст3 ;
тип соединения: стыковое .
толщина пластины: 30 мм
способ сварки: ДФ ;
диаметр сварочной проволоки: 3 мм
катет шва: 4 мм
V св . =20–22 м/ч =0,56 см/с ;
U д =36–38B ;
I св . =550–600А ;
η =0,8;
температура плавления для стали Ст3: Т пл =1535 °С;
коэффициент теплообмена: а =0,08 см2 /с ;
коэффициент теплопроводимости: λ=0,38 Вт /см·К ;
удельная теплоемкость Ср =4,8 Дж // см2 ·К ;
коэффициент теплоотдачи: α=12*10-3 ;
е =2,77.
2. Выбор и обоснование расчетной схемы
Определяю эффективную мощность:
Эффективная тепловая мощность, вводимая в изделие, при автоматической сварке под флюсом определяется по формуле, Вт :
![]()
следовательно
![]() , (Вт) – эффективная тепловая мощность в моем случае.
, (Вт) – эффективная тепловая мощность в моем случае.
Определяю максимальную температуру:
Тогда Тmax
равна ![]() , °С.
, °С.
Для расчета выбираю полубесконечное тело с точечным, быстродвижущимся источником на его поверхности.
Определяю диапазон варьирования по координатам и шаг варьирования:
Используя формулу (6.43, с. 180, 1), для нахождения ∆Т
 , можно найти Х.
, можно найти Х.
Для упрощения расчетов, принимаю Y=0 и Z=0; ∆Т=0,1·Тпл =153,5 °С.
Следовательно, Х будет равен:
![]()
![]() (см).
(см).
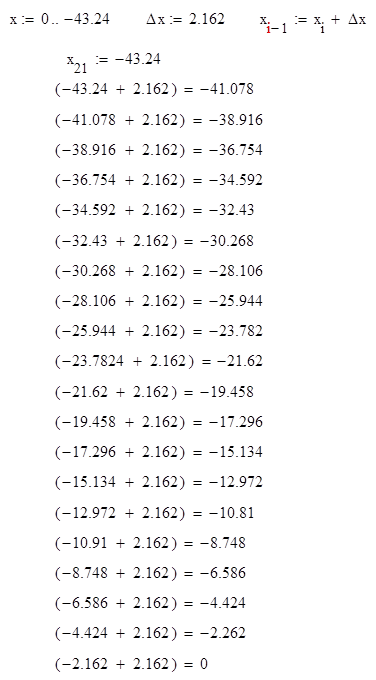
Х= – 43,24 см.
Чтобы найти Y, необходимо сначала определить ширину зоны термического влияния 2ℓ:
Используя формулу (7.6, с. 210, 1), для нахождения 2ℓ:
![]()
![]() (см).
(см).
2ℓ=5,94 см.
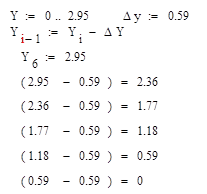
Y=1/2*2ℓ=2,95 (см).
Определяю диапазоны варьирования по X и Y.
По Х: ∆Х=0,05·Хmax =0,05·-43,24=-2,162 см.
По Y: ∆Y=0,2·Ymax =0,2·2,95=0,590 см.
Определяю время сварки t (c) и шаг варьирования:
t= – x/v=43,24/0,56=77,22 (с).
По t: ∆t=0,05·tmax =0,05·77,22=3,86 (с).
Определяю число точек:
NX =21,
NY =6,
Nt =21.
3. Определение параметров термического цикла
Аналитический метод
а) Определяю мгновенную скорость охлаждения W при температуре Т=0,4Тпл :
Т пл =1535 °С, тогда Т=0,4·1535=614 °С.
 (°С/с).
(°С/с).
б) Определяю максимальную температуру Тmax в точке с координатой
Y=2· ∆Y:
 (°С).
(°С).
в) Определяю длительность пребывания металла выше температуры Т=0,4·1535=614 °С:

Теперь при этом значении безразмерной величины по номограмме (рис. 7.9, с. 217, 1), определяю значение коэффициента k1 =0,075.
Для определения продолжительности пребывания металла выше температуры Т=0,4·1535=614 °С, воспользуюсь формулой (7.24, с. 217, 1):
 ,
,
где  и есть коэффициент k1
=0,075.
и есть коэффициент k1
=0,075.
Тогда tn :
 (с).
(с).
г) Длина сварочной ванны:
Используя формулу (7.44, с. 230, 1), для нахождения L :
 ,
,
нахожу
 (см).
(см).
д) Ширина шва:
В=  (см).
(см).
е) Ширина зоны нагрева ∆1 между изотермами для температур
Т=0,4Тпл и Т=0,6Тпл :
Т1=0,4·1535=614 °С;
Т2=0,6·1535=921 °С.
 (см).
(см).
 (см).
(см).
Тогда ширина зоны нагрева ∆ℓ между изотермами для температур
Т1=0,4·1535=614 °С и Т2=0,6·1535=921 °С, будет равна:
∆ℓ=ℓ1 -ℓ2 =2,971–2,426=0,55 (см).
Графический метод.
Построение термоциклов.
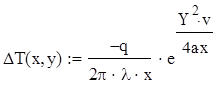
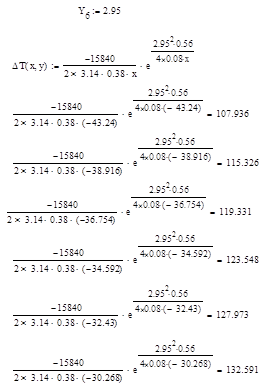
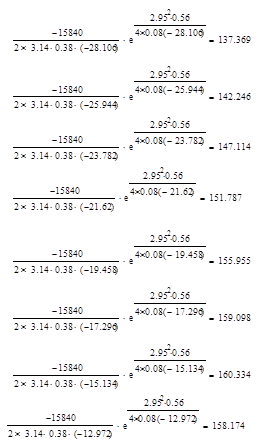
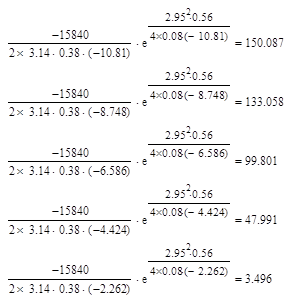
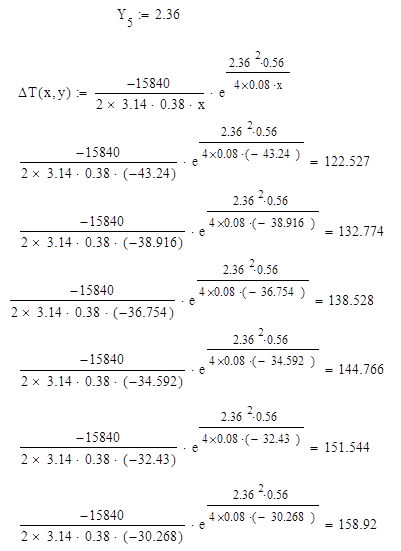
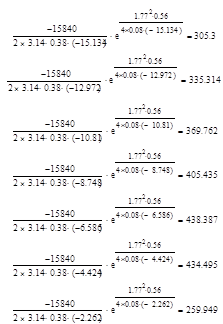
Использую формулу (6.43, с. 180, 1), для нахождения ∆Т при построение термоциклов, Z=0:
NX =21,
NY =6.

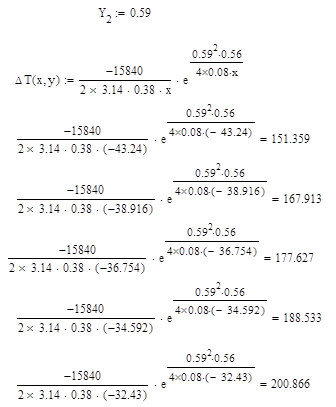
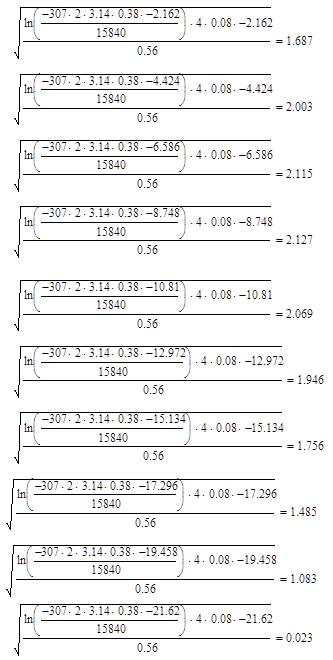
Построение изотермических линий для температур
Т=(0,2; 0,4; 0,6; 0,8; 1,0) Тпл ., где Тпл .–температура плавления основного металла, °С:
Т=(0,2; 0,4; 0,6; 0,8; 1,0) Тпл :
Т0=0,2·1535=307 °С;
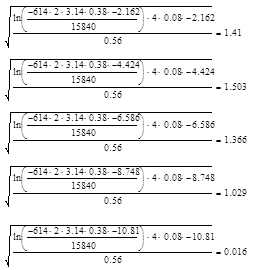
Т1=0,4·1535=614 °С;
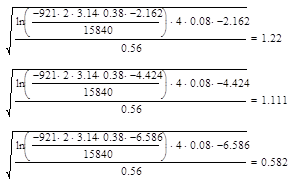
Т2=0,6·1535=921 °С;
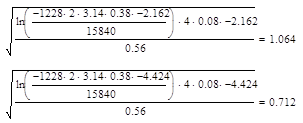
Т3=0,8·1535=1228 °С;
Т4=1,0·1535=1535 °С;
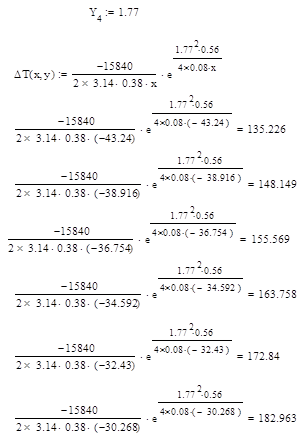
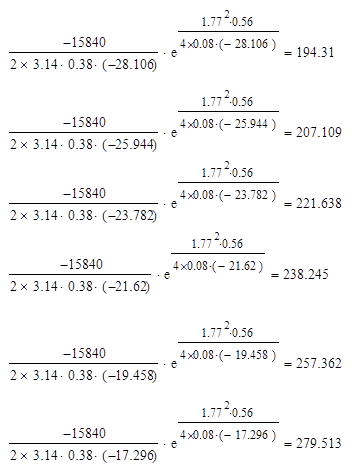
Используя формулу (6.43, с. 180, 1), для нахождения ∆Т
 , можно найти Y при заданном X.
, можно найти Y при заданном X.
Для этого, преобразовав формулу:
Для Т0=307 °С нахожу Y:
Для Т1=614 °С нахожу Y:
Для Т2=921 °С нахожу Y:
Для Т3=1228 °С нахожу Y:
Для Т4=1535 °С нахожу Y:
Выводы
| Аналитический метод |
Графический метод |
|
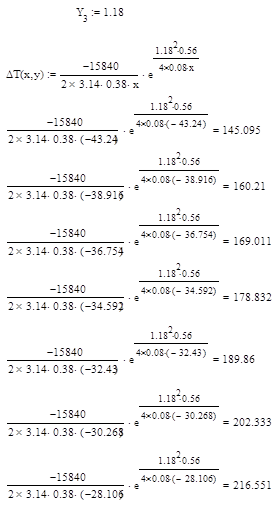
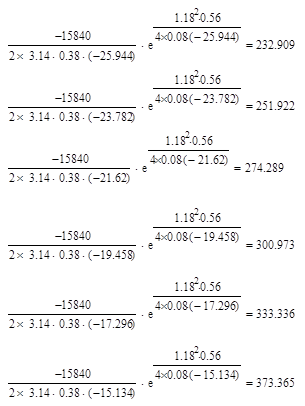
| Максимальная температуру Тmax в точке с координатой Y=2· ∆Y=2·0,59=1,18 см: |
Тmax =973,156 °С |
Тmax =999,271 °С |
| Мгновенная скорость охлаждения W при температуре Т=0,4·1535=614 °С: |
W=-31,806 °С/с |
W=38,2 °С/с |
| Длительность tn пребывания металла выше температуры Т=0,4·1535=614 °С: |
tn =11,473с |
tn =15,3с |
| Длина сварочной ванны L: |
L=10,81 см |
L=10,81 см |
| Ширина шва В: |
В=2,97 см |
В=3,0 см |
| Ширина зоны нагрева ∆ ℓ между изотермами для температур Т1=614 °С и Т2=921 °С: |
∆ℓ=0,55 см |
∆ℓ=0,6 см |
Библиографический список
1. Теория сварочных процессов. Учеб. для ВУЗов по спец. «Оборудование и технология сварочного производства» /В.Н. Волченко, В.М. Ямпольский, В.А. Винокуров и др.: под ред. В.В. Фролова. – М.: Высшая школа, 1988.-539 с.
2. Технология электрической сварки металлов и сплавов плавлением /Под ред. Акад. Б.Е. Патона. – М.: Машиностроение, 1974. – 758 с.
Похожие работы
-
Тепловые основы сварки
Введение Согласно БЭС «Сварка это технологический процесс соединения твердых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей». Современные высокопроизводительные процессы сварки и обработки материала требуют точного назначения технологического режима.
-
Ликвидация трещины в алюминиевом поддоне автомобиля
Ремонт автомобиля после удара алюминиевым поддоном о твердый предмет. Основные трудности сварки алюминия и его сплавов. Сварка вольфрамовым электродом переменным симметричным током. Технология ремонта, оборудование для сварки. Контроль сварного шва.
-
Характеристика материала Ст3пс
Способ сварки газовая Марка детали Ст3пс Вид соединения тавровое Толщина свариваемой детали Расшифровка: крупноспокойная сталь с 0,3 % углерода Характеристика материала Ст3пс.
-
Тепловые процессы при дуговой сварке
Тепловые процессы при дуговой сварке Сварочная дуга как источник нагрева Сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. Выделение тепловой энергии происходит в анодном и катодном активных пятнах и дуговом промежутке.
-
Оценка теплового состояния точек основного металла при однопроходной с полным проплавлением сварки двух листов в стык
Методы тепловых расчетов при автоматической сварке под слоем флюса. Характеристика основного металла. Обоснование и выбор условной расчетной схемы процесса. Построение изохрон и изотерм температурного поля. Расчет мгновенной скорости охлаждения.
-
Сварочное пламя
Строение и состав ацетиленокислородного пламени при различных содержаниях кислорода и горючего газа. Химическое взаимодействие пламени с металлом. Зависимость нагрева металла от состава горючей смеси, расхода горючего, угла наклона пламени к поверхности.
-
Сварка неплавящимся электродом
Сварка вольфрамовым электродом и использование в качестве защитных инертных газов или их смесей и постоянного или переменного тока. Влияние формы заточки электрода на форму и размеры шва. Зависимость технологических свойств дуги от рода, полярности тока.
-
Сварка латуни
Схема соединения деталей сваркой плавлением. Сварка по виду применяемой энергии. Сварка латуни. Дуговая сварка латуни. Режимы сварки латуни угольным электродом. Газовая сварка латуней. Применение флюса БМ-1 повышает производительность сварки.
-
Колонна сплошного сечения К7
Назначение и описание конструкции. Выбор и обоснование материалов. Расчет и конструирование стержня колонны. Подбор сечения стержня колонны. Проверка подобранного сечения. Расчет и конструирование оголовка колонны.
-
Сварочные технологии
Московский государственный автомобильно-дорожный институт. Сварочные технологии Студент: Троицкий А. П. Группа: 1КМ1 МОСКВА 2001. Определение сварки