Название: Основи технології обробки конструкційних матеріалів різанням і електрофізичними методами
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 70.48 Kb
Скачать файл: referat.me-301088.docx
Краткое описание работы: Суть, призначення і методи обробки заготовок поверхневим пластичним деформуванням. Види деревношаруватих пластиків. Вихідні матеріали та способи їх виробництва. Свердлильні верстати і інструмент. Технічні характеристики вертикально-свердлильних верстатів.
Основи технології обробки конструкційних матеріалів різанням і електрофізичними методами
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Національний університет водного господарства
та природокористування
Кафедра „Автомобілі, автомобільне господарство
і технологія металів”
КОНТРОЛЬНА РОБОТА №4
з курсу
„Матеріалознавство і технологія конструкційних матеріалів”
Розділи:
„ОСНОВИ ТЕХНОЛОГІЇ ОБРОБКИ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ РІЗАННЯМ І ЕЛЕКТРОФІЗИЧНИМИ МЕТОДАМИ”,
„ОСНОВИ ТЕХНОЛОГІЇ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ ІЗ НЕМЕТАЛЕВИХ МАТЕРІАЛІВ”
(Варіант 23)
Виконав: студент
Перевірив:
к.т.н., доцент
Кім Є.К.
Рівне 2009
7. Опишіть суть, призначення і основні методи обробки заготовок поверхневим пластичним деформуванням
Суть процесу накатування.
Суть процесу зміцнювального накатування полягає у зминанні виступів мікронерівностей і заповнення впадин за рахунок тиску і переміщень одного або кількох кульок чи роликів по оброблювальній поверхні. В результаті накатування змінюється мікроструктура, фізико-механічні властивості верхнього прошарку металу, підвищуються його твердість і міцність, збільшується стійкість проти спрацювання, шорсткість поверхні Rа = 0,040 мкм, діаметр оброблювальної деталі зменшується на величину залишкових деформацій.
Застосування.
Методом зміцнювального накатування можна обробляти деталі, виготовлені або відновлені з матеріалів, що деформуються без руйнування, у холодному стані: вуглецевих і легованих сталей, чавуну, кольорових металів і сплавів, композиційних матеріалів.
Для зміцнювальної обробки деталей накаткою використовують металорізальні верстати загального призначення: токарні розточувальні, свердлильні, строгальні, фрезерні тощо. Як робочий інструмент використовують спеціальні накатки, деформуючими елементами яких є кульки і ролики, що випускаються промисловістю або спеціально виготовлені. Для підвищення стійкості проти спрацювання на робочі поверхні роликів і кульок наносять тверді сплави. Шорсткість поверхні робочих тіл повинна бути меншою за необхідну відносно поверхні самовстановлюється у будь-якому положенні. Цим вона забезпечує кращі умови пластичного деформування металу дає змогу працювати з меншим тиском і отримувати меншу шорсткість поверхні. Особливістю роликових накаток є те, що ролики мають стабільну вісь обертання і в процесі накатування можуть ковзати по поверхні деталі. Це знижує якість поверхні, сприяючи перенаклепу, порушенню поверхневого прошарку, погіршенню шорсткості і призводить до додаткових витрат енергії. Зменшення поверхні контакту і зусиль, діючих на ролики, досягають розміщенням роликів під кутом до осі оброблюваних поверхонь.
За способом передачі зусилля на деталь розрізняють накатки з жорстким і пружним контактами між інструментом і оброблюваною поверхнею. Жорсткі накатки прості у виготовленні, але вони не забезпечують рівномірного зміцнення оброблюваної поверхні деталі.
Пружна накатка забезпечує кращу якість оброблюваної поверхні деталі, демпфування динамічних навантажень накатування і дає можливість точно регулювати зусилля тиску інструменту на деталь.
Призначення та будова пристрою.
На токарних верстатах, крім звичайних робіт з обробки деталей зняттям стружки, можна виконувати давильні роботи по пластичному деформуванню металу за допомогою роликів і кульок.
Токарні верстати використовують також для виконання розточувальних і фрезерних робіт.
Остаточна обробка поверхні деталей може проводитись як різанням, так і пластичним деформуванням. Для цього застосовують відповідні пристосування.
Обробка поверхні деталі пластичним деформуванням за допомогою роликових чи кулькових накаток дозволяє ущільнити поверхневий шар металу і знизити шорсткість поверхні до 8—10-го класу. Обробка зовнішніх циліндричних поверхонь кульковою накаткою (рис. 1), що закріплюється в різцетримачі токарного верстата, проводиться за 2—3 проходи при частоті обертання деталі 1000—1200 об/хв і подовжню подачу супорта 0,06—0,12 мм/об.
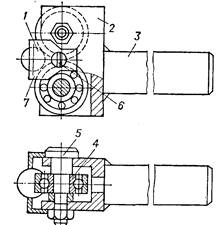
Рис. 1. Жорстка кулькова накатка:
1 — кулька; 2 — корпус підшипника; 3 — державка; 4 — підшипник; 5 - вісь; 6 — гвинт, 7 — сепаратор
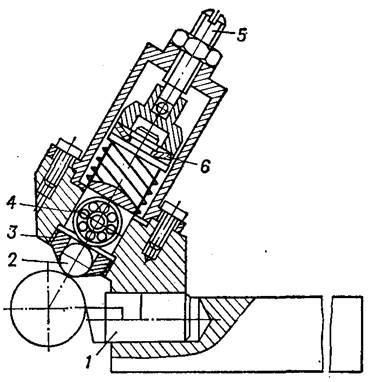
Рис. 2. Пристосування для одночасного обточування та накатування:
1 — різець; 2 — кулька; 3 — обойма; 4 — натискний шарикопідшипник; 5 — регулювальний гвинт; 6 — тарілчаста пружина
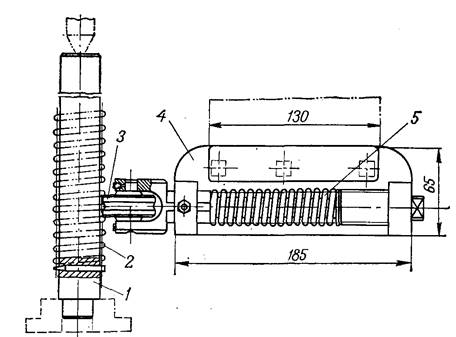
Рис. 3. Пристосування для накатки пружин:
1 — оправлення; 2 — пружина відновлювана; 3 — ролик, 4 — плита; 5 — пружина натискна
Зусилля на деталь може мати величину від 10 до 150 кгс у залежності від матеріалу деталі і призначення операції накатування. У зв'язку зі зменшенням діаметра деталі під цю операцію залишають припуск на обробку в 0,03—0,06 мм. Для більш точної фіксації зусилля на деталь застосовують подпружинені накатки, у яких зусилля на деталь обмежується зусиллям пружини. Обточування й обкатування можна проводити одночасно (рис. 2).
Методом накатування (рис. 3) відновлюють також пружини, що втратили пружність. Пружина насаджується на оправлення з конусностью 10—15°, що має поперечні отвори для закріплення кінця пружини. Накатування проводиться за 2—4 проходи при 80— 100 об/хв.
Методи чистової обробки холодним пластичним деформуванням циліндричних поверхонь відрізняються високою продуктивністю й економічністю і можуть бути успішно впроваджені в ремонтне виробництво замість методів чистової обробки різанням. При цьому забезпечується низька шорсткість поверхні, створюється зміцнений поверхневий шар., При обробці різанням на поверхні утвориться цілком визначене розташування штрихів обробки, зв'язане з кінематикою процесу і не піддається істотному регулюванню. Разом з тим різні експлуатаційні вимоги, пропоновані до деталей машин, вимагають створення в кожнім окремому випадку цілком визначеного мікрорельєфу поверхні деталі, є необхідним напрямком штрихів обробки, потрібною формою нерівностей поверхні і т.п.
11. Назвіть види деревношаруватих пластиків, вихідні матеріали, способи їх виробництва. Наведіть технічну характеристику і назвіть області застосування
Матеріали і напівфабрикати з деревини.
Деревину, використовувану як вихідний матеріал у виробництві, підрозділяють на круглу і пиломатеріали, Круглі лісоматеріали являють собою очищені від сучків, а часто і від кори, відрізки деревних стовбурів. Їхні розміри записуються двома цифрами зі знаком множення між ними (4X20). Перша цифра позначає довжину в метрах, друга — товщину (діаметр) у сантиметрах верхнього торця без кори.
Пиломатеріали одержують розпилюванням великих лісоматеріалів на пластини, дошки, бруски, бруси двухкатні, бруси четрьохкатні й обаполи.
Пластини одержують при подовжнім розпилюванні колоди на дві половини, а четвертини — на чотири частини. Дошки отримують подовжнім розпилюванням колод по декількох паралельних між собою площинам. Бруски отримують подовжнім розпилюванням дощок. Ширина бруска не перевищує його подвійної товщини, що у свою чергу повинна бути не більш 100 мм.
Одним з розповсюджених напівфабрикатів є шпон , що у залежності від способу вироблена підрозділяється на струганий, лущений і пилений.
Струганий шпон одержують подовжнім струганням тонких смуг на фанерострогальних верстатах із попередньо розпарених кряжів. Струганий шпон з листових порід деревини застосовують для облицювання меблів, як оздоблювальний матеріал у будівництві, а з сосни - в авіаційній промисловості.
Лущений шпон одержують шляхом розлущування чураків довжиною до 1,5 м на одношарові аркуші товщиною 0,55—1,5 мм. Чурак попередньо проварюють. Лущений шпон застосовують для виготовлення фанери, в якості лицювального матеріалу, для виготовлення крутоклеєних заготівель. Одержують його з берези, вільхи, бука, дуба, ясена, липи, сосни, кедра.
Пилений шпон товщиною 0,8—2 мм отримують поздовжнім розпилюванням кряжів з берези, вільхи. Його застосовують для обробки поверхонь, що піддаються дзеркальному поліруванню.
Фанеру одержують склеюванням трьох і більш листів лущеного шпону з різних порід деревини з взаємно перпендикулярним розташуванням волокон у суміжних аркушах. Фанеру випускають трьох марок: ФСФ (фенолформальдегідний клей), ФК (карбамидный клей), ФБК (альбумін-казеїновий клей). По числу шарів шпону розрізняють трьох- п'яти- і багатошарову фанеру. Зовнішні шари фанери називають сорочками, внутрішні - серединками. Порода деревини, з якої виготовлена сорочка, визначає назву фанери.
15. Накресліть кінематичну схему коробки подач вертикально-свердлильного верстата 2А135 і опишіть її будову. Напишіть рівняння кінематичного балансу руху подачі, яке визначає найбільшу і найменшу подачі за один оберт шпинделя верстата
Свердлильні верстати і інструмент.
У ремонтному виробництві використовуються вертикально-свердлильні верстати моделей 2Б118, 2Н118, 2А125, 2Н125 і 2Н135. Останні дві цифри в позначенні моделі показують найбільший припустимий діаметр свердління в суцільному матеріалі. Для свердління невеликих отворів під шплінти, штифти, гвинти і т.д. при виконанні монтажно-складальних робіт застосовуються настільні свердлильні верстати. Радіально-свердлильні верстати в ремонтних підприємствах використовуються порівняно рідко, оскільки вони призначені для свердління деталей великих габаритів; однак у ряді випадків їхнє застосування може бути економічно виправданим.
Основні технічні характеристики деяких вертикально-свердлильних верстатів приведені в табл. 1.
Таблиця 1.
Основні технічні характеристики вертикально-свердлильних верстатів
| Показники | 2Н118 | 2Н125 | 2Н135 |
Найбільший діаметр свердління, мм Виліт від шпинделя до вертикальних направляючих станини, мм Найбільша відстань від торця шпинделя до робочого столу, мм Конус Морзе Найбільший хід шпинделя, мм Число ступіней частот обертання шпинделя Межі частот обертання шпинделя Найбільше переміщення шпиндельної бабки, мм Найбільший момент, на шпинделі, кгс см Число ступіней подач Найбільше зусилля подачі, кгс Межі подач, мм/об Розміри робочої поверхні столу, мм Найбільше переміщення столу, мм Потужність електродвигуна, кВт |
18 200 650 № 2 150 9 180—2800 300 880 6 560 0,1—0,56 360Х320 350 1,5 |
25 250 700 № 3 200 12 40—2000 170 2500 9 900 0,1-1,6 400X450 270 2,2 |
35 300 750 № 4 250 9 315—1400 170 4000 11 1500 0,1—1,6 450X500 300 4 |
Для прикладу розглянемо вертикально-свердлильний верстат 2А135 (рис. 4). Він має 9 ступіней частот обертання шпинделя і 9 подач. У конструкції верстата 2А135 передбачене автоматичне включення руху подачі після підведення що ріжучого інструменту.
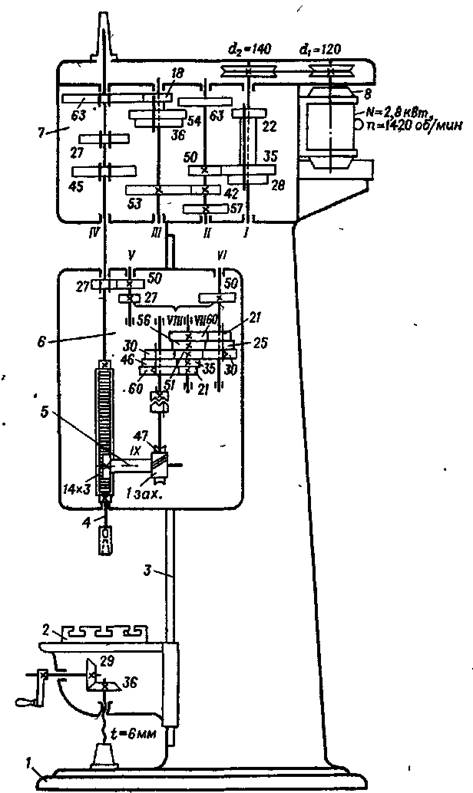
Рис. 4. Кінематична схема вертикально-свердлильного верстата 2А135:
1 — фундаментна плита, 2 — піднімальний стіл; 3 — станина (колона); 4 — шпиндель; 5 — механізм подачі, 6 — коробка подач; 7 — коробки швидкостей; 8 — електродвигун
Література
1. 032-90 Методичні вказівки і контрольні завдання з курсу „Матеріалознавство і технологія конструкційних матеріалів” для студентів спеціальностей 7.091903 та 7.090215 заочної форми навчання. /Кім Є.К. – Рівне: УДАВГ, 1997. – 30с.
2. Казаков Н.Ф., Осокин А.М., Шишкова А.П. Технология металлов и других конструкционных материалов: Учеб. пособие. – М.: «Металлургия», 1975. – 690 с.
3. Гуревич Д.Ф., Зуев А.А. Эксплуатация оборудования ремонтных мастерских. Л., «Колос» (Ленингр. отделение), 1975, - 367 с.
4. Обработка металлов резанием. Справочник технолога /А.А. Панов, В.В. Аникин, Н.Г. Бойм и др. - М.: Машиностроение, 1988, - 736 с.,
5. Мірошник В.О. Фабровський Є.М. Ремонт будівельних і меліоративних машин: Практикум: Навч. посібник /за ред. В.О. Мірошника. – К.: Вища школа, 1995. - 207с.
Похожие работы
-
Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Принцип роботи пульту числового програмного керування. Текст керуючої програми для заданих умов обробки деталі. Частота обертання шпинделя верстата. Цикли поперечної обробки та обробки дуги проти годинникової стрілки. Цикл глибокого свердління.
-
Оздоблювальні види обробки
Чистове обточування, точіння алмазними різцями або різцями, обладнаними твердими сплавами. Швидкісне шліфування, притирка, хонінгування, суперфінішування, полірування та обкатування поверхонь. Фізико-хімічні та електрохімічні методи обробки матеріалів.
-
Технологічні процеси обробки заготовок
ЗМІСТ Вступ 1. Якість обробки заготовок 2. Обробка заготовок різанням 3. Структура технологічного процесу механічної обробки 4. Проектування технологічних процесів
-
Формування поверхневого шару
Спеціальні технологічні методи формування поверхневого шару. Методи вимірювання та оцінки якості поверхні. Безконтактний метод неруйнуючого дослідження мікродеформацій деталі для визначення залишкових напружень методом голографічної інтерферометрії.
-
Організація ремонтної служби цеху
Марка метолу і види заготівок, вживані для виготовлення деталей при ремонті устаткування цеху, економічне обґрунтування вибору заготівок. Види і причини браку при виготовленні деталі. Технологічна характеристика верстата 16 К50П. Вимірювальні інструменти.
-
Розробка технологічного процесу виготовлення деталі "Кришка підшипника"
Службове призначення і технологічна характеристика деталі "Кришка підшипника": тип виробництва, вихідні дані; технологічний процес виготовлення і методи обробки поверхонь, засоби оснащення; розрахунки припусків, режимів різання, технічних норм часу.
-
Інструментальні матеріали
Дослідження показників ефективності роботи різальних інструментів: високі механічні властивості, теплостійкість та технологічність. Інструментальні сталі, тверді сплави, полікристалічні надтверді матеріали. Методи підвищення зносостійкості інструменту.
-
Аналіз виготовлення веденого вала шляхом розробки прогресивного технологічного процесу
Курсова робота На тему: «Аналіз виготовлення веденого вала шляхом розробки прогресивного технологічного процесу» Введення Вал ведений призначений для передачі крутний моменту із шестірні на колесо за допомогою шпонки. Вали такого типу входять у конструкції багатьох вузлів верстатів, тракторів, редукторів і інших машин.
-
Керування точністю обробки
Керування точністю процесу обробки заготовок за вихідними даними. Керування пружними переміщеннями елементів технологічної системи для усунення систематичних та змінних систематичних похибок, які викликають похибки геометричної форми заготовок.
-
Різання матеріалів, верстати та інструменти
Вимоги, що ставляться до матеріалів, з яких виготовляють металорізальний інструмент. Визначення величини активної частини різальної кромки різця. Кінематичні схеми головного руху металорізальних верстатів, способи закріплення на валах елементів приводу.