Название: Керування точністю обробки
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 85.19 Kb
Скачать файл: referat.me-298560.docx
Краткое описание работы: Керування точністю процесу обробки заготовок за вихідними даними. Керування пружними переміщеннями елементів технологічної системи для усунення систематичних та змінних систематичних похибок, які викликають похибки геометричної форми заготовок.
Керування точністю обробки
Керування точністю обробки
1 . Керування точністю процесу обробки за вихідними даними
Для забезпечення потрібної точності обробки партії заготовок недостатньо правильно розрахувати і настроїти верстат.
Під впливом систематичних похибок, зв’язаних зі зношуванням різального інструменту і нагріванням елементів технологічної системи, в процесі обробки відбувається зміщення поля розсіювання розмірів заготовок в середині поля допуску із положення a в положення б (рис. 1) і через деякий проміжок часу t обробки виникає небезпека виходу частини заготовок за межі поля допуску. Для запобігання появи браку через певний проміжок часу t2 необхідно провести підналагодження верстата.
У результаті підналагодження поле розсіювання вертається із положення б в положення а і небезпека появи браку усувається (рис. 1).
Для запобігання появи браку важливо своєчасно встановити момент потрібного підналагодження і тривалості обробки між підналагодженнями.
Цей момент в умовах великосерійного виробництва виявляється за допомогою систематичних вимірювань оброблюваних заготовок.
Чим частіше проводиться підналагодження, тим менше сумарне розсіювання розмірів, але це призводить до збільшення тривалості процесу, оскільки підналагодження – процес тривалий і виконується при непрацюючому обладнанні.
Протиріччя це розв’язується шляхом введення автопідналадників.
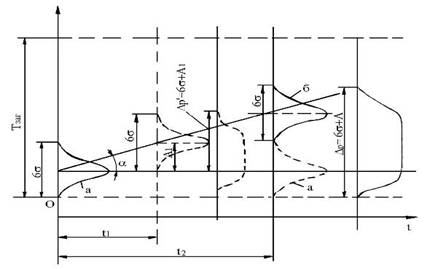
Рис. 1 Вплив змінних систематичних похибок на форму і положення кривої розсіювання
Підналадники застосовують двох типів:
1)видає сигнал переміщення інструмента через певний проміжок часу (простий, але застосувати можна тільки при сталому технологічному процесі);
2)вимірює дійсні розміри і подає сигнал на підналагодження при досягненні граничного розміру (складні, але більш надійні).
Загальною складнімтю створення пристосувань автоматичного контролю є необхідність здійснення малих переміщень інструмента в момент підналагодження (тисячні частки мм).
2 . Керування точністю процесу обробки заготовок за вхідними даними
Найбільше впливає на поле розсіювання розмірів заготовок зміна таких вхідних даних, як розміри припуску і твердість матеріалу заготовки, які обумовлюють відповідне зростання діапазону зміни зусиль різання, а також пружних відтискань і поля розсіювання розмірів оброблюваних заготовок.
Шляхи зменшення поля розсіювання:
– сортування заготовок за величиною припуску і твердості та внесення поправок на розмір статичного настроювання;
– адаптивне керування процесом обробки (змінаS – Py – ω).
Приклад
Рис. 2 – заготовка НВ 145–165; верстат – ІА62; різець – φ = 45º; ТІ5К6; V=45м/хв; припуск – 4–8 мм на діаметр.
S– для перших 9 штук –const=0,24 мм/об;Δзаг = 0,155 мм; S– для решти 9 штук – змінна; Δзаг = 0,045 мм.
Зменшення Δ у 3,45 раза.
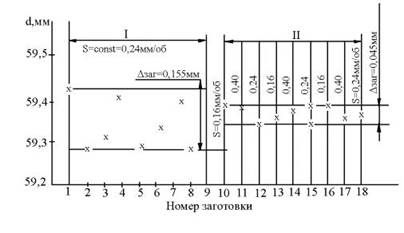
Рис. 2. Підвищення точності розміру заготовки, оброблюваної на токарному верстаті, шляхом зміни подачі
3 . Керування пружними переміщеннями елементів технологічної системи для усунення систематичних та змінних систематичних похибок, які викликають похибки геометричної форми заготовок
Регулювання подачі в процесі обробки заготовок дає можливість не тільки зменшити поле розсіювання розмірів оброблюваних заготовок, але й підвищити точність їх геометричної форми.
Для одержання правильної геометричної форми оброблюваної заготовки необхідно компенсувати не тільки коливання сили різання, викликані непостійністю припуску і твердості, але й пружні відтискання по її довжині, зв’язані зі зміною піддатливості технологічної системи.
Для забезпечення точності геометричної форми по довжині заготовки потрібно створити додаткове пристосування, яке б змінювало силу різання по довжині обробки за певною програмою відповідно до коливання жорсткості технологічної системи.
Зміну сили різання і в цьому випадку зручно здійснити за рахунок відповідного регулювання поздовжньої подачі.
На верстатах з ЧПК подібні зміни подачі по довжині оброблюваної заготовки повинні бути попередньо внесені в КП (керуючу програму).
Приклад (рис. 3)
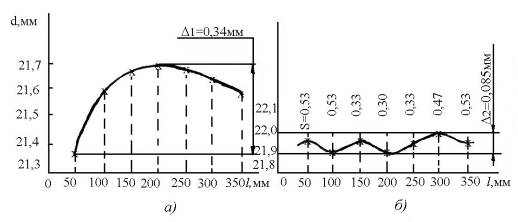
Рис. 3. Зміна діаметра dвалика по довжині в результаті обточування з частотою обертання n= 375 об/хв із припуском Z= 2 мм на діаметрі: а – з постійною подачею (S=0,3мм/об); б – зі змінною подачею
n= 375 об/хв; z= 2 мм;
S= 0,3 мм/об; Δ= 0,34 мм;
S= 0,30–0,53 мм/об;Δ= 0,085 мм.
Таким чином, можна зробити висновок, що керування пружними переміщеннями шляхом зміни поздовжньої подачі дозволяє:
1)суттєво підвищити точність оброблюваних заготовок та інших показників за рахунок зменшення поля розсіювання;
2)збільшити штучну продуктивність переважної більшості технологічних систем (за рахунок режимів);
3)використати надзвичайно тонкий і чутливий механізм регулювання технологічної системи, який працює без стрибків, зі збереженням постійного розміру статичного настроювання;
4)забезпечити обробку заготовок з рівномірним навантаженням технологічної системи, що сприяє більш економічному використанню системи і різального інструмента, підвищує довговічність роботи системи і знижує затрати на різальний інструмент.
Недоліки:
1) шорсткість поверхні неоднорідна;
2) зростає вартість верстатів, оснащених системами адаптивного керування;
3) ускладнення та подорожчання налагодження, обслуговування і ремонту;
4) неможливість застосування при багатоінструментальній обробці.
Література
заготовка похибка форма геометричний
1.Балакшин Б.С. Основы технологии машиностроения. – М., 1969. – 559 с.
2.Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с.
3.Корсаков В.С. Основы технологии машинобудування. – М., 1977. – 415 с.
4.Косилова А.Г., Мещеняков Р.К. Справочник технолога-машиностроителя. Т. 1. – М., 1985. – 655 с.; Т. 2. – М., 1986. – 496 с.
5.Маталин А.А. Технология машиностроения. – Л. – М., 1985 – 496 с.
6.Руденко П.А. Теоретические основы технологии машиностроения:Конспект лекций. – Чернигов, 1986. – 258 с.
7.Сборник задач и упражнений по технологии машиностроения / В.А. Аверников, О.А. Горленко, В.Б. Ильецкий и др. / Под общ. ред. О.А. Горленко – М., 1988.– 192 с.
8.Справочник технолога машиностроителя / Под ред. А.Н. Малова. Т. 2. – М., 1986.– 446 с.
Похожие работы
-
Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Принцип роботи пульту числового програмного керування. Текст керуючої програми для заданих умов обробки деталі. Частота обертання шпинделя верстата. Цикли поперечної обробки та обробки дуги проти годинникової стрілки. Цикл глибокого свердління.
-
Визначення точності позиціювання промислового робота
Кількісна величина, що визначає точність позиціювання промислового робота, як помилка позиціювання. Призначення промислового робота МП-9С для пересування виробів, точність його позиціювання у залежності від величини пересування по координатах X та Z.
-
Зварювання неплавким електродом в захисному газі
Зміст Вступ Аналіз процесу зварювання Структура дослідницької установки Література Вступ Моніторинг зварних з’єднань за електричними показниками дуги в процесі зварювання в середовищі інертних газів (Аr) неплавким електродом, дозволяє виявляти дефекти, котрі можуть виявитись під час зварювання.
-
Технологічна спадковість
Технологічна спадковість як перенесення на готову деталь у процесі її обробки властивостей вихідної заготовки чи властивостей і похибок, що сформувалися у заготовці на окремих операціях виготовлення деталі. Вплив режимів обробки на властивості деталей.
-
Загальні поняття про якість виробів та основні її показники
Дослідження основних показників якості виробів. Поняття про точність деталей та машин. Встановлення оптимальних допусків. Економічна та досяжна точність обробки. Методи досягнення заданої точності розміру деталі. Контроль точності машин та їх вузлів.
-
Загальна теорія точності механічної обробки
Загальна характеристика методів дослідження точності обробки за допомогою визначення складових загальних похибок. Розрахунки розсіяння розмірів, пов'язані з помилками налагодження технологічної системи. Визначення сумарної похибки аналітичним методом.
-
Налагоджування та програмування промислового робота МП-9С
Основні системи у складі промислового робота: виконавча (рушійна), керуюча (інтелектна), інформаційно-вимірювальна (сенсорна) та система зв'язку. Налагоджування та програмування робота, основні режими роботи. Розробка програми для виконання операцій.
-
Синтез системи керування електроприводом технологічної установки
Структурний синтез як перехід від формалізованого алгоритму керування. Розробка технологічної установки схеми керування. Схема керування асинхронним двигуном з коротко замкнутим ротором і двома статорними обмотками. Механічні характеристики двигуна.
-
Визначення дійсного значення частот обертання шпинделя
Розрахунки і побудова графіків частот обертання шпинделя, методика визначення дійсного значення. Порівняння теоретичних розрахунків та експериментальних даних. Кінематична схема та структурна формула. Оцінка похибок розрахунків частот обертання шпинделя.
-
Забезпечення точності механічної обробки шляхом настроювання технологічних систем
Методи настроювання технологічних систем. Настроювання статистичне, за пробними заготовками та за допомогою робочого калібру, універсального вимірювального інструменту. Настроювання металорізального обладнання за державними стандартами на заданий рівень.