Название: Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 31.44 Kb
Скачать файл: referat.me-303841.docx
Краткое описание работы: Принцип роботи пульту числового програмного керування. Текст керуючої програми для заданих умов обробки деталі. Частота обертання шпинделя верстата. Цикли поперечної обробки та обробки дуги проти годинникової стрілки. Цикл глибокого свердління.
Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Лабораторна робота
Тема: Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Мета: вивчити принцип роботи ПЧПК „Електроніка НЦ – 31” і отримати навички в підготовці і відпрацюванні КП на верстаті 1В340Ф30.
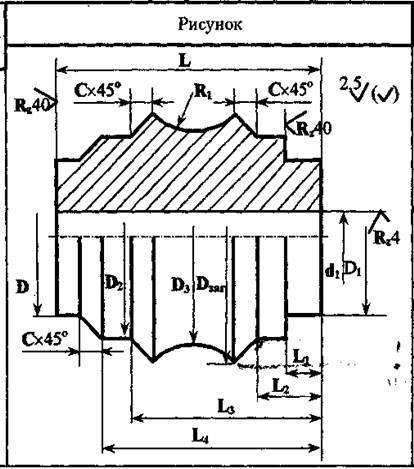
Схема оброблюваної деталі
програмний керування деталь верстат
Вихідні дані:
матеріал заготовки – сталь 20.
Заготовка – штучна мірна із дротика.
D = D1 = 60 мм.
D2 = 70мм
D3 = 65 мм
Dзаг = 80 мм
d1 = 20 мм
L = 100 мм
L1 = 10 мм
L2 = 20 мм
L3 = 60 мм
L4 = 90 мм
Виконання роботи
1. Вивчаємо принцип роботи пульту числового програмного керування „Електроніка НЦ – 31”.
2. Складаємо керуючу програму для заданих умов обробки деталі. Текст програми з відповідними коментарями наведено нижче
Програма
Задаємо режими різання
00 S9 – частота обертання шпинделя 710 об/хв
01 F50 – подача в дискретах, тобто S = 0.5 мм/об
02 T1 – контурний різець (підрізання торця і циліндричне точіння)
03 M4 – ліве обертання шпинделя
04 M8 – включення МОР
05 X8200* ﺳшвидкий підхід до початкової точки одночасно по двом
06 Z300 ﺳосям
07 G71* - однопрохідний цикл поперечної обробки
08 X-100*
09 Z0
10 X7000 ﺳточіння циліндричної поверхні діаметром 70 мм
11 Z-2000
12 Z-2500+450 – обробка фаски
13 Z50 ﺳ
14 X6000 ﺳ
15 Z0
16 X6000 ﺳточіння циліндричної поверхні Æ60 мм
17 Z-1000
18 X8000підвід різця для обробки лівої фаски
19 Z-5500
20 Z-6000-450 – обробка фаски
21 X7000 точіння циліндричної поверхні Æ70
22 Z-10000
23 X7000підвід різця для обробки лівої фаски
24 Z-9000
25 Z-9500-450обробка фаски
26 X6000
27 Z-10000
28 G3*цикл обробки дуги проти годинникової стрілки
29 X6500*
30 Z-4000*
31 P1100*
32 P2150
33 G3*
34 X8000*обробка дуги проти годинникової стрілки
35 Z-5500*
36 P1100*
37 P2150
38 ZÆﺳ повернення в початкове положення
39 XÆﺳ
40 S7377 об/хв
41 F200,2 мм/об
42 T2 свердло
43 X0ﺳ
44 Z50ﺳ
45 G73* цикл глибокого свердління
46 Z-10600*
47 P3600
48 ZÆﺳповернення в початкові координати
49 XÆﺳ
50 S8 500 об/хв
51 F20
52 T3 відрізний різець
53 Z-10000ﺳвідрізання деталі
54 X0ﺳ
55 ZÆﺳповернення в початкові координати
56 XÆﺳ
57 M9 вимкнення МОР
58 M5зупинка повертання шпинделя
59 M2завершення роботи програми
3. Виконуємо налагодження оперативної системи керування верстата 1В340Ф30 згідно з розробленою програмою.
Висновок
На даній лабораторній роботі ми здобули навички в підготовці і відпрацюванні керуючої програми на верстаті 1В340Ф30. написали програму для обробки даної деталі.
Похожие работы
-
Відновлення і зміцнення деталей машин і обладнання методом електродугової металізації
Сутність технологічного процесу відновлення номінальних розмірів спрацьованої деталі типу "вал" методом електродугової металізації. Етапи процесу отримання покриття методом електродугової металізації. Режими токарної обробки зносостійких покриттів.
-
Налагоджування та програмування промислового робота МП-9С
Основні системи у складі промислового робота: виконавча (рушійна), керуюча (інтелектна), інформаційно-вимірювальна (сенсорна) та система зв'язку. Налагоджування та програмування робота, основні режими роботи. Розробка програми для виконання операцій.
-
Основи технології обробки конструкційних матеріалів різанням і електрофізичними методами
Суть, призначення і методи обробки заготовок поверхневим пластичним деформуванням. Види деревношаруватих пластиків. Вихідні матеріали та способи їх виробництва. Свердлильні верстати і інструмент. Технічні характеристики вертикально-свердлильних верстатів.
-
Визначення дійсного значення частот обертання шпинделя
Розрахунки і побудова графіків частот обертання шпинделя, методика визначення дійсного значення. Порівняння теоретичних розрахунків та експериментальних даних. Кінематична схема та структурна формула. Оцінка похибок розрахунків частот обертання шпинделя.
-
Забезпечення точності механічної обробки шляхом настроювання технологічних систем
Методи настроювання технологічних систем. Настроювання статистичне, за пробними заготовками та за допомогою робочого калібру, універсального вимірювального інструменту. Настроювання металорізального обладнання за державними стандартами на заданий рівень.
-
Модернізація головного привода токарно-гвинторізного верстата мод. КА280 (16К20) з метою підвищення продуктивності
Базовий верстат і його головний привод, конструкція модернізованого приводу. Кінематичний розрахунок модернізованого приводу, розрахунок шпинделя й підшипників. Характеристика робототехнічного комплексу, керування верстатом та шпиндельний вузол.
-
Керування точністю обробки
Керування точністю процесу обробки заготовок за вихідними даними. Керування пружними переміщеннями елементів технологічної системи для усунення систематичних та змінних систематичних похибок, які викликають похибки геометричної форми заготовок.
-
Розрахунок роботи автоматичного обладнання
Вибір різального та вимірювального інструменту, методів контролю. Токарна програма та норми часу. Підсумок аналітичного розрахунку режимів різання на точіння. Розрахунок режимів різання на наружні шліфування. Опис технічних характеристик верстатів.
-
Різання матеріалів, верстати та інструменти
Вимоги, що ставляться до матеріалів, з яких виготовляють металорізальний інструмент. Визначення величини активної частини різальної кромки різця. Кінематичні схеми головного руху металорізальних верстатів, способи закріплення на валах елементів приводу.
-
Дослідження рухів зубообробного вестата
Характеристика основ кінематики верстата, визначення колової та радіальної подач, схеми їх здійснення. Дослідження радіального врізання довбача у заготовку і пристрої для їх спостереження. Суть кінематичних ланцюгів колової та радіальної подач.