Название: Оценка технического уровня токарного станка
Вид работы: контрольная работа
Рубрика: Промышленность и производство
Размер файла: 168.89 Kb
Скачать файл: referat.me-301385.docx
Краткое описание работы: Оценка технического уровня (ТУ) нового токарного станка. Определение коэффициентов весомости показателей качества экспертным, комплексным и интегральным методом. Расчет значений показателей ТУ станка. Обобщенная сопоставительная оценка ТУ изделия.
Оценка технического уровня токарного станка
Пермский государственный технический университет
Контрольная работа
Тема: « Оценка технического уровня токарного станка»
2010
Задание 1
Произвести оценку ТУ нового токарного станка, выпуск которого планируется начать в январе следующего года.
Цель работы:
- Выработка навыков и умений по численному определению технического уровня машин и другой технической продукции;
- Изучение методов оценки технического уровня продукции;
- Освоение частных методик определения единичных показателей качества изделий;
- Получение навыков расчета показателей качества и технического уровня конкурентоспособных изделий.
План исследований
Оценка ТУ изделий включает следующие этапы работы:
- выбор номенклатуры показателей ТУ изделия;
- определение методов расчета значений показателей ТУ;
- расчет значений показателей ТУ;
- оценка ТУ и разработка рекомендаций для принятия управленческих решений.
Этап 1. Выбор номенклатуры показателей ТУ нового станка
Задание 1-го этапа
Произвести выбор номенклатуры показателей качества для оценки технического уровня токарного станка, используя приведенный в табл. 1 перечень показателей. Выделить среди выбранных показателей единичные и комплексные показатели качества. Построить дерево свойств. Количество единичных показателей, входящих в состав комплексного показателя, не должно превышать 4-х. Общее число единичных показателей – 15.
Оформление результатов выбора показателей качества:
Для последующих расчетов выбранные показатели качества свести в табл. 2., записывая сначала комплексный показатель, а затем единичные показатели, входящие в него. В эту же таблицу занести результаты количественной оценки единичных показателей качества оцениваемого станка и базового образца.
| № п/п | Наименование показателей | Значение показателя станков | yi | qi | yiqi | |||||
Базового Рiбаз |
Нового Рi (по вариантам) |
|||||||||
| В.2 | Q | Х | ||||||||
| 1 | 2 | 3 | 4 | Х | Х | 7 | 8 | 9 | ||
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 |
Производительность, шт/ч Точность обработки по параметру А, мм Точность обработки по параметру В, мм Шероховатость обработанной поверхности, мкм Срок службы до капитального ремонта, лет Гарантийный срок, лет Коэффициент блочности, ед Удельная трудоемкость, нормо-ч/кВт Удельная материалоемкость, кг/кВт Соответствие конструкции требованиям техники безопасности, баллы Уровень шума, дБ Внешний вид, окраска, упаковка, качество отделки, баллы Применяемость унифицированных и стандартных сборочных единиц, % Показатель патентной защиты, ед Показатель патентной чистоты, ед Цена станка, тыс. руб Эксплуатационные расходы, руб/ч |
12 0,3 0,06 3 10 2 1 380 800 5 80 4 60 0,13 1 800 16 |
14 0,3 0,06 2 11 2,5 1 390 850 5 70 5 60 0,16 1 750 18 |
Q1 Q2 Q3 Q4 Q5 Q6 Q7 Q8 Q9 Q10 Q11 Q12 Q13 Q14 Q15 |
1,167 1 1 1,5 1,1 1,25 1 0,974 0,941 1 1,143 1,25 1 1,231 1 |
0,033 0,052 0,058 0,083 0,048 0,067 0,069 0,081 0,075 0,090 0,069 0,079 0,063 0,056 0,077 |
0,038 0,052 0,058 0,124 0,052 0,083 0,069 0,079 0,071 0,090 0,079 0,098 0,063 0,068 0,077 |
|||
Дополнительные данные:
- Действительный годовой фонд времени работы станков – 4015 час
- Коэффициент загрузки станков – 0,75
Этап 2 Определение коэффициентов весомости показателей качества экспертным методом.
Коэффициент весомости – это количественная характеристика значимости данного показателя качества среди других показателей. Всегда должно соблюдаться правило:

где
qi – коэффициент весомости i-того показателя качества;
n – количество показателей качества.
Коэффициенты весомости определяют расчетным или экспертным методом.
Коэффициенты весомости устанавливаются заранее (на стадии выбора номенклатуры показателей качества).
Способ 1
Ранг эксперт |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 1 | Q5 | Q12 | Q1 | Q7 | Q3 | Q14 | Q8 | Q9 | Q2 | Q4 | Q6 | Q10 | Q13 | Q15 | Q11 |
| 2 | Q1 | Q2 | Q5 | Q13 | Q10 | Q12 | Q3 | Q6 | Q6 | Q15 | Q11 | Q8 | Q9 | Q7 | Q4 |
| 3 | Q6 | Q7 | Q9 | Q11 | Q15 | Q14 | Q13 | Q5 | Q5 | Q4 | Q8 | Q10 | Q2 | Q3 | Q12 |
| 4 | Q2 | Q3 | Q11 | Q1 | Q4 | Q13 | Q14 | Q8 | Q8 | Q5 | Q6 | Q9 | Q7 | Q10 | Q12 |
Место объекта в ранжированном ряду называется рангом. Численное значение ранга в ряду возрастающей шкалы порядка увеличивается от 1 до 15 (в данном примере).
2. Определены суммы рангов Si каждого из показателей свойств экспертной оценки

Rij - ранг i-того показателя, назначенного j-м экспертом.
Q1![]() ;
; ![]()
Q2![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
;
3. Построен обобщенный ранжированный ряд по суммарным рангам (т.е.учитывается мнение всех экспертов)
Q1< Q5< Q2< Q14< Q3< Q13< Q6< Q7< Q11< Q9< Q15< Q12< Q8< Q4< Q10
4. Определить коэффициенты весомости показателей качества по формуле
 ,
,
где qi – коэффициент весомости i-того показателя качества;
Si – сумма рангов i-тых показателей качества, назначенных всеми экспертами;
Rij - ранг i-того показателя, назначенного j-м экспертом;
n – число экспертов;
m – число показателей качества.
Далее определить:
![]()
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]()
![]() q15=
q15=![]() ;
;
![]()
Способ 2
Способ парных сравнений.
Эксперт 1
Объект j i объект |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | Пi1 |
| 1 | 0 | 1 | 1 | 1 | -1 | 1 | 0 | 1 | -1 | 1 | -1 | 1 | 1 | 1 | 1 | 10 |
| 2 | -1 | 0 | 0 | 1 | 1 | 1 | -1 | -1 | -1 | -1 | 1 | 1 | 1 | 1 | 1 | 8 |
| 3 | -1 | 0 | 0 | 1 | 1 | 1 | -1 | -1 | -1 | -1 | 1 | 1 | 1 | 1 | 1 | 8 |
| 4 | -1 | -1 | -1 | 0 | -1 | 1 | -1 | -1 | -1 | 0 | -1 | 0 | 1 | -1 | -1 | 2 |
| 5 | 1 | -1 | -1 | 1 | 0 | 0 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | 2 |
| 6 | -1 | -1 | -1 | -1 | 0 | 0 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | 0 |
| 7 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 11 |
| 8 | -1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | -1 | 1 | 1 | 10 |
| 9 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | -1 | -1 | 1 | -1 | 1 | 1 | 9 |
| 10 | -1 | 1 | 1 | 0 | 1 | 1 | -1 | -1 | 1 | 0 | 0 | 1 | 1 | 1 | 1 | 9 |
| 11 | 1 | -1 | -1 | 1 | 1 | 1 | -1 | -1 | 1 | 0 | 0 | 1 | 1 | 1 | 1 | 9 |
| 12 | -1 | -1 | -1 | 0 | 1 | 1 | -1 | -1 | -1 | -1 | -1 | 0 | 1 | 1 | 1 | 5 |
| 13 | -1 | -1 | -1 | -1 | 1 | 1 | -1 | 1 | 1 | -1 | -1 | -1 | 0 | 1 | 1 | 6 |
| 14 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | 0 | -1 | 3 |
| 15 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | 1 | 0 | 4 |
| ∑(-1) | -10 | -8 | -8 | -2 | -2 | 0 | -11 | -10 | -9 | -9 | -9 | -5 | -6 | -3 | -4 | 96 |
4. Далее работает рабочая группа. Она определяет вначале частоты предпочтений i-того показателя, отданного j-тым экспертом по формуле
 ,
,
где Cj – общее число положительных оценок j- того эксперта.
В случае наличия равнозначной оценки показателей число положительных оценок определяется по формуле
 .
.
Для данных таблицы 1го эксперта будем иметь:
F1 1 = 10/ 96= 0,104; F8 1 = 10/96= 0,104;
F2 1 = 8 / 96 = 0,083; F9 1 = 9 / 96= 0,094;
F3 1 = 8 / 96 = 0,083; F10 1 =9 / 96= 0,094;
F4 1 = 2 / 96 = 0,021; F11 1 = 9/ 96= 0,094;
F5 1 = 2 / 96 = 0,021; F12 1= 5 / 96= 0,052;
F6 1 = 0 / 96 = 0,000; F13 1 =6 / 96= 0,063;
F7 1 = 11 /96= 0,115; F14 1 = 3/ 96= 0,031;
F15 1 = 4/ 96= 0,042.
Таблица 3
i- показатель j-эксперт |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 1 | 0,104 | 0,083 | 0,083 | 0,021 | 0,021 | 0,000 | 0,115 | 0,104 | 0,094 | 0,094 | 0,094 | 0,052 | 0,063 | 0,031 | 0,042 |
| 2 | 0,101 | 0,101 | 0,091 | 0,03 | 0,091 | 0,03 | 0,101 | 0,061 | 0,051 | 0,101 | 0,000 | 0,02 | 0,081 | 0,121 | 0,020 |
| 3 | 0,07 | 0,04 | 0,06 | 0,08 | 0,07 | 0,08 | 0,07 | 0,05 | 0,08 | 0,08 | 0,06 | 0,08 | 0,04 | 0,06 | 0,070 |
| 4 | 0,069 | 0,069 | 0,079 | 0,069 | 0,089 | 0,109 | 0,059 | 0,069 | 0,059 | 0,049 | 0,069 | 0,069 | 0,09 | 0,04 | 0,049 |
| 0,344 | 0,293 | 0,313 | 0, 2 | 0,271 | 0,219 | 0,345 | 0,284 | 0,284 | 0,324 | 0,223 | 0,221 | 0,274 | 0,252 | 0,181 | |
| 0,086 | 0,073 | 0,078 | 0,05 | 0,068 | 0,055 | 0,086 | 0,071 | 0,071 | 0,081 | 0,056 | 0,055 | 0,068 | 0,063 | 0,045 | |
Этап 3 Расчет значений показателей технического уровня станка
Оценку технического уровня можно произвести тремя методами:
- дифференциальным;
- методом комплексной оценки;
- методом интегральной оценки.
Способ 1 Оценка ТУ станка дифференциальным методом
По данному методу оценки ТУ рассчитываются отдельные относительные показатели ТУ продукции по формулам
 или
или  (i = 1, 2,….., m)
(i = 1, 2,….., m)
где m – число принятых для оценки ТУ показателей;
Pi, Piбаз – значение i-того показателя качества оцениваемого изделия и базового образца.
Вторая формула применяется в том случае, когда абсолютное значение показателя характеризует ухудшение качества продукции, например, материалоемкость, расход ресурсов, содержание вредных примесей в отходах и др.
Для рассматриваемого примера результаты вычисления значений относительных показателей качества сведены в таблицу 4.
у1=![]() у10=
у10=![]()
у2=![]() у11=
у11=![]()
у3=![]() у12=
у12=![]()
у4=![]() у13=
у13=![]()
у5=![]() у14=
у14=![]()
у6=![]() у15=
у15=![]()
у7=![]()
у8=![]()
у9=![]()
Выводы: По всем показателям качества технический уровень станка выше или равен уровню базового образца, за исключением показателя технологичности. Возникает неопределенность в оценке ТУ. В таком случае, согласно общепринятой методике, все относительные параметры делим по значимости на две группы. В первую (основную) группу включаем показатели, характеризующие наиболее существенные свойства, а во вторую – второстепенные.
В нашем случае технологичность является показателем одного из важных свойств станка, поэтому новый станок по результатам оценки дифференциальным методом следует отнести к продукции, уступающей мировому уровню.
Способ 2. Оценка ТУ станка комплексным методом
Комплексная оценка уровня качества предусматривает использование комплексного (обобщающего) показателя качества. Метод применяют, когда наиболее целесообразно оценивать ТУ сложных изделий только одним комплексным показателем (числом).
Комплексный показатель представляет собой некоторую функциональную зависимость от нескольких единичных показателей, характеризующих группу единичных свойств
![]()
U = 0,038+0,052+0,058+0,124+0,052+0,083+0,069+0,079+0,071+0,090+
+0,079+0,098+0,063+0,068+0,077=1,101
Вывод. Результаты показывают, что новый станок по ТУ превышает мировой уровень.
Способ 3. Оценка ТУ станка интегральным методом
При сроке службы изделия более одного года Рин вычисляют по формуле:
 ,
,
где φ(t) – поправочный коэффициент, зависящий от срока службы изделия (таблица 5);
t – срок службы
Выполним расчет для нашего примера.
![]()
![]() ,
,
где
П – производительность станка, шт/ч;
F – годовой фонд времени работы, ч;
Кз – коэффициент загрузки станка, Кз = 0,75;
Т – срок службы станка до капитального ремонта, лет;
Э – эксплуатационные расходы, руб/ч. (Эбаз = 16 руб/час, Э = 15 руб/час)
Для оцениваемого станка:
W = 14 х 4015 х 0,75 х 11 = 463733
Зэ = 15 х 4015 х 0,75 х 11 = 496856
Рин = ![]()
Для базового станка:
Wбаз = 12 х 4015 х 0,75 х 10 = 361350
Зэ баз = 16 х 4015 х 0,75 х 10 = 481800
Рин = ![]()
![]()
Yин = ![]()
Вывод: Результат оценки подтверждает вывод, сделанный по результатам оценки ТУ комплексным методом. При условии, что срок службы изделия – более одного года, технический уровень рассматриваемого станка превышает мировой уровень.
Таблица 5
Значение φ(t) в зависимости от срока службы
![]()
![]() Срок сл. φ(t) Срок сл. φ(t)
Срок сл. φ(t) Срок сл. φ(t)
1 1,000 11 0,166
2 0,539 12 0,160
3 0,381 13 0,156
4 0,304 14 0,152
5 0,262 15 0,149
6 0,244 16 0,146
7 0,210 17 0,144
8 0,194 18 0,142
9 0,182 19 0,140
10 0,174 20 0,139
Эксперты: 1.Аскарова С
2. Котюргина И.
3. Чуракова Е.
4. Бурдышева Е.
Задание 2 . Обобщенная сопоставительная оценка ТУ изделия
технический уровень токарный станок
Выполнить сопоставительный анализ и определить общую оценку технического уровня нового станка по отношению к базовому уровню. Новое изделие удовлетворяет требованиям ГОСТ и нормативно - технической документации. Для оценки технического уровня нового станка была сформирована группа из 10-ти образцов – аналогов, за базовые образцы предлагается принять А4, А7, А8. Значения показателей ТУ нового станка (по вариантам) и образцов – аналогов сведены в таблицу 6.
Таблица 6
| № п/п | Наименование показателей |
Усл. Обозн | А4 | А7 | А8 | И2 |
| 1 | Производительность, шт/ч | Q1 | 10 | 17 | 15 | 16 |
| 2 | Точность обработки по параметру В, мкм | Q2 | 0,06 | 0,06 | 0,06 | 0,06 |
| 3 | Шероховатость, мкм | Q3 | 2,0 | 2,0 | 2,0 | 2,0 |
| 4 | Срок службы, лет | Q4 | 11 | 11 | 11 | 11 |
| 5 | Удельная материалоемкость, кг/кВт | Q5 | 830 | 850 | 750 | 850 |
| 6 | Соответствие конструкции требованиям ТБ, баллы | Q6 | 5 | 5 | 5 | 5 |
| 7 | Показатель патентной чистоты, ед. | Q7 | 1,0 | 1,0 | 1,0 | 1,0 |
Этап 1
Проверка соответствия значений показателей качества изделия требованиям стандартов, технических условий и других нормативно-технических документов.
Изделие удовлетворяет всем требованиям, соответствует всем требованиям нормативно-технической документации
Этап 2
Сопоставление оцениваемого изделия с отдельными базовыми образцами привело к следующим оценкам:
· оцениваемое изделие уступает базовому образцуА7 по показателю Q1 и превышает по этому показателю базовые образцы А4 и А8;
· по показателю Q5 оно превосходит базовый образец А8 и А4.
Сопоставление изделия со всей совокупностью базовых образцов не позволяет сделать однозначную оценку его уровня качества. После исключения из рассмотрения показателей, имеющих одинаковые значения и у изделия, и у базовых образцов, возникает ситуация, когда число базовых образцов больше числа оценочных показателей качества (остались показатели Q1, Q5). Поэтому переходим к 3-ему этапу
3 этап Строим двумерную область базового ТУ и выясняем технический уровень изделия по отношению к базовому (рис).
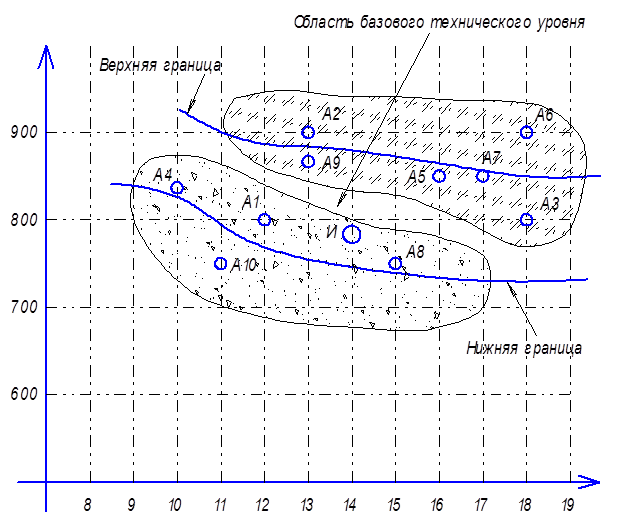
Рассматриваемое изделие находится в области базового технического уровня, поэтому можно сделать следующий вывод:
Изделие соответствует базовому техническому уровню.
Вывод: Рассматриваемое изделие находится в области технического уровня, из чего следует: изделие соответствует базовому техническому уровню.
Список литературы
1. В.К.Федюкин, В.Д.Дурнев, В.Г.Лебедев «Методы оценки технического уровня машин», 2001г.
2. 2 В. М. Мишин «Управление качеством».
3. Е. М. Купряков «Стандартизация и качество промышленной продукции».
4. В. А. Швандер «Стандартизация и управление качеством продукции».
5. И. Г. Леонов, О. В. Аристов «Управление качеством продукции».
Похожие работы
-
Система координат станка детали и инструмента
Система координат детали, станка, инструмента 1 Система координат детали. 2 Система координат станка. 3 Система координат инструмента. Система координат детали
-
Вертикально- фрезерные станки с ЧПУ компании Инжиниринг
РЕФЕРАТ НА ТЕМУ: Вертикально- фрезерные станки с чпу компании Инжиниринг. О КОМПАНИИ В ЦЕЛОМ. Современные, высокопроизводительные станки сЧПУ тайваньского производства, предлагаемой компанией, используются во всех отраслях промышленности: автомобильной, энергетической промышленности, аэрокосмической промышленности, приборостроении и прочие.
-
Квалиметрический анализ объекта
Введение Цель работы: получить навыки при проведении квалиметрической оценки качества технического объекта. Задача повышения качества продукции в настоящее время стала одной из главных как в нашей стране, так и за рубежом. Значимость этой задачи в ближайшем будущем, без сомнения, еще возрастет.
-
Выбор сечения проводов и кабелей по допустимому нагреву
Практическая работа 1 Тема: Выбор сечения проводов и кабелей по допустимому нагреву. Программа работы. 1.Записать исходные данные электроприемников ( номинальная мощность, напряжение, cos φ , к.п.д.)
-
Модернизация привода токарно-винторезного станка мод. 1А616
Расчет кинематики (диаметр обработки, глубина резания, подача) привода шпинделя с плавным регулированием скорости, ременной передачи с зубчатым ремнем, узла токарного станка на радиальную и осевую жесткость с целью модернизации металлорежущего станка.
-
Технический процесс восстановления водяного насоса
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВОССТАНОВЛЕНИЯ ИЗДЕЛИЯ, ДЕТАЛИ И АГРЕГАТА Назначение и конструктивно-техноло гическая характеристика детали Корпус водяного насоса служит несущим остовом для крепления всех деталей прибора, включая отверстия для подшипников, валов, втулок.
-
Оценка качества труда 2
Оценка качества труда Задание На примере работы функциональных и линейных органов организации провести оценку качества труда с использованием комплексного показателя- индекса дефектности.
-
Динамический расчет вертикально-фрезерного и токарного станков
Министерство Образования Российской Федерации Тольяттинский государственный университет Кафедра “Технология машиностроения” Отчет о практических работах по
-
История развития токарного станка
Древний токарный станок ручного привода. Старинный русский токарный станок ножного привода. А.К. Нартов: русский механик-изобретатель суппорта - новой эпохи в развитии токарных и других металлорежущих станков. Токарные станки с коробкой скоростей.
-
Обозначение осей координат и направлений перемещений исполнительных органов на схемах станков с числовым программным управлением (ЧПУ)
Стандартная система координат станка с числовым программным управлением. Направления стандартной системы координат различных видов станков. Методика и условные обозначения осей координат и направлений перемещений на схемах агрегатных станков с ЧПУ.