Название: Система координат станка детали и инструмента
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 1.14 Mb
Скачать файл: referat.me-305338.pptx
Краткое описание работы: Система координат детали, станка, инструмента 1 Система координат детали. 2 Система координат станка. 3 Система координат инструмента. Система координат детали
Система координат станка детали и инструмента
Система координат детали, станка, инструмента
1 Система координат детали.
2 Система координат станка.
3 Система координат инструмента.
Система координат детали
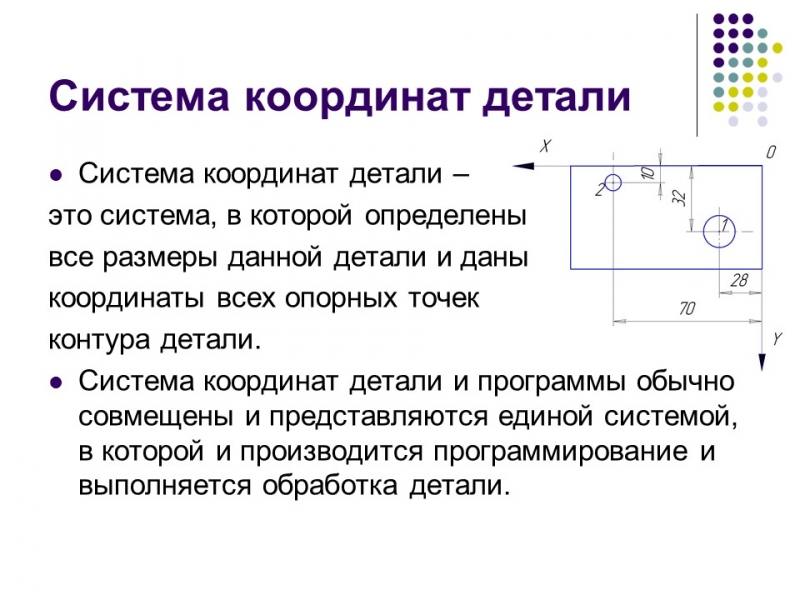
- Система координат детали –
это система, в которой определены
все размеры данной детали и даны
координаты всех опорных точек
контура детали.
- Система координат детали и программы обычно совмещены и представляются единой системой, в которой и производится программирование и выполняется обработка детали.
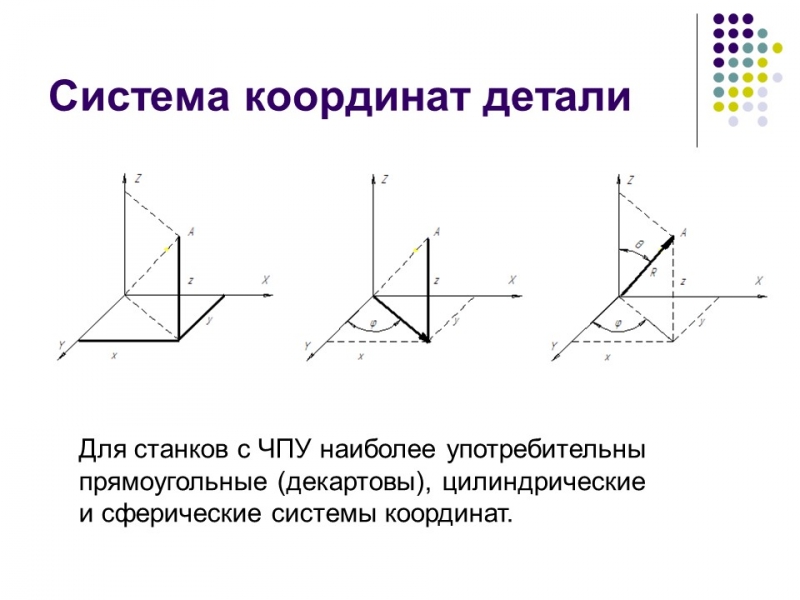
Система координат детали
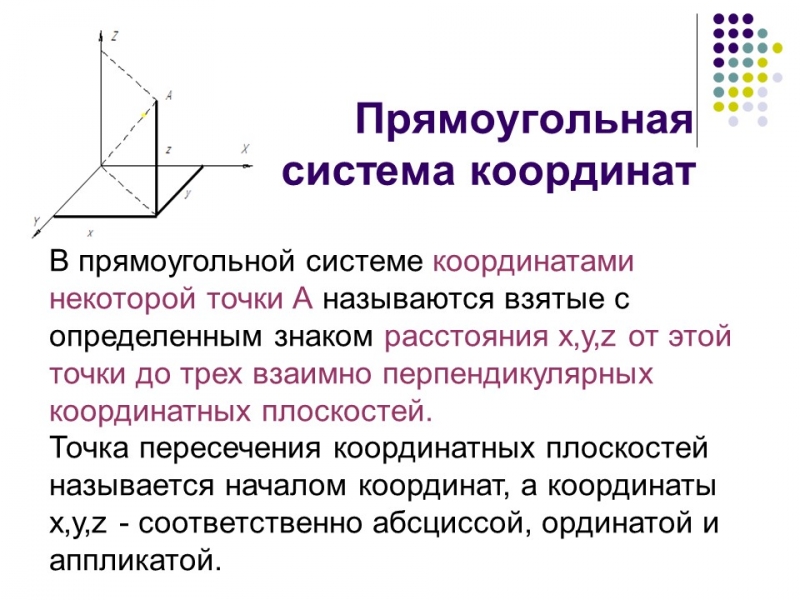
Прямоугольная
система координат
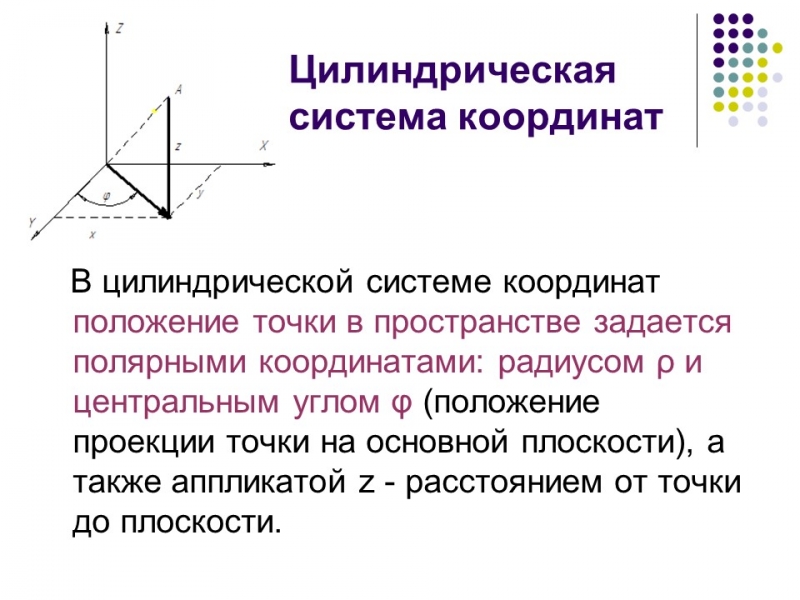
Цилиндрическая система координат
В цилиндрической системе координат положение точки в пространстве задается полярными координатами: радиусом ρ и центральным углом φ (положение проекции точки на основной плоскости), а также аппликатой z - расстоянием от точки до плоскости.
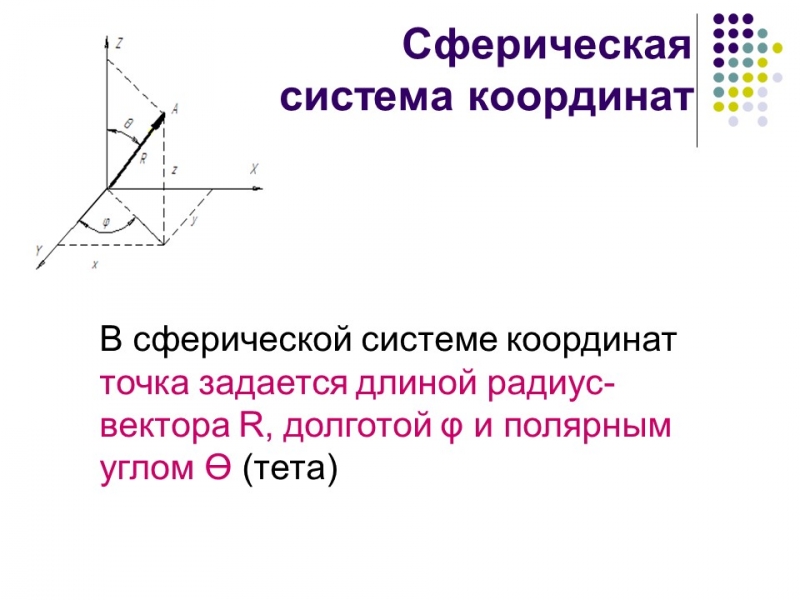
Сферическая система координат
Система координат станка
Система координат станка
является главной расчетной
системой, в которой
определяются
предельные перемещения,
начальные и текущие положения рабочих органов станка.
Система координат станка
Система координат станка
Положительные направления осей координат определяются по правилу правой руки. Большой палец указывает положительное направление оси абсцисс, указательный – оси ординат, средний – оси аппликат.
Ось z всегда совпадает
с осью вращения
шпинделя станка.
Система координат станка
- Другое правило определяет положительно направление вращения. Если расположить большой палец по направлению оси, то остальные согнутые пальцы укажут направление вращения.
Система координат инструмента
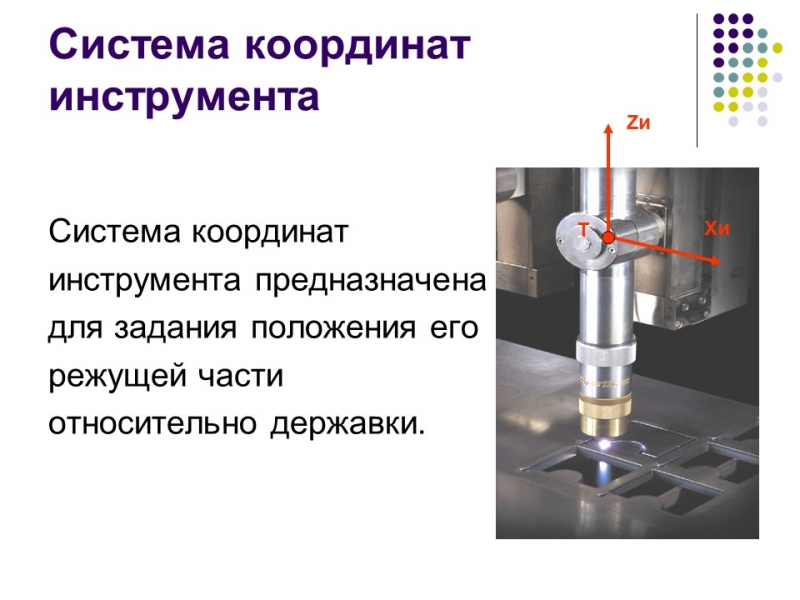
Система координат
инструмента предназначена
для задания положения его
режущей части
относительно державки.
Система координат инструмента
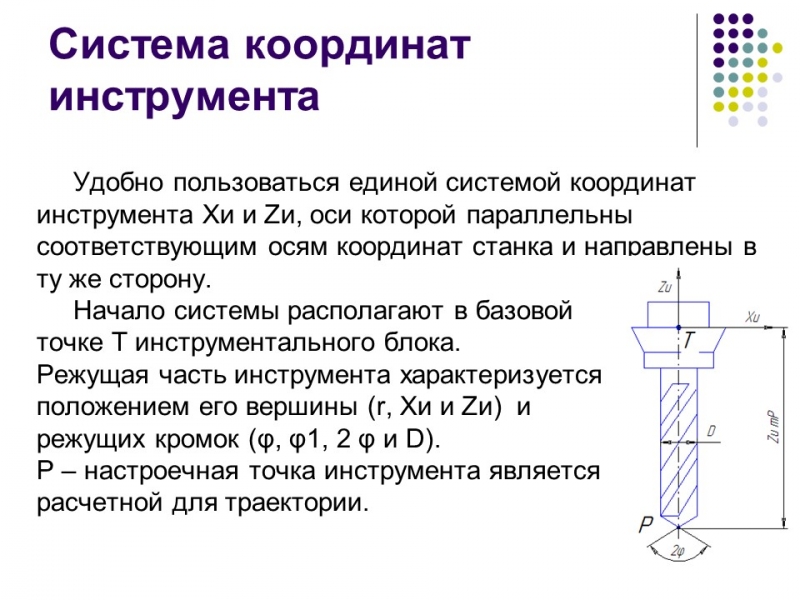
Удобно пользоваться единой системой координат
инструмента Хи и Zи, оси которой параллельны
соответствующим осям координат станка и направлены в
ту же сторону.
Начало системы располагают в базовой
точке Т инструментального блока.
Режущая часть инструмента характеризуется
положением его вершины (r, Хи и Zи) и
режущих кромок (φ, φ1, 2 φ и D).
Р – настроечная точка инструмента является
расчетной для траектории.



Похожие работы
-
Вертикально- фрезерные станки с ЧПУ компании Инжиниринг
РЕФЕРАТ НА ТЕМУ: Вертикально- фрезерные станки с чпу компании Инжиниринг. О КОМПАНИИ В ЦЕЛОМ. Современные, высокопроизводительные станки сЧПУ тайваньского производства, предлагаемой компанией, используются во всех отраслях промышленности: автомобильной, энергетической промышленности, аэрокосмической промышленности, приборостроении и прочие.
-
Оптимальная последовательность обработки деталей на двух и четырех станках
Министерство Образования Российской Федерации Тольяттинский государственный университет Кафедра “Технология машиностроения” Отчет о практических работах
-
Вивчення методу точного відліку переміщення робочого органу на базі індуктосіну
Будова та принцип дії приладу моделі 2026 з індуктосіном (датчиком лінійних переміщень) призначеного для попереднього налагодження різального інструменту в токарних верстатах по заданим розмірам. Його технічна характеристика. Способи настройки пристрою.
-
Устройства контроля деталей и состояния режущего инструмента на станке
Состав технических устройств контроля ГПС, распространенные средства прямого контроля с высокой точностью заготовок, деталей и инструмента. Модули контроля деталей вне станка. Характеристика и возможности координатно-измерительной машины КИМ-600.
-
Обработка резанием
Сущность и схемы способов обработки.
-
Долбежные станки
Долбежные станки В долбежных станках резец движется возвратно-поступатель-но в вертикальной плоскости, перпендикулярной к поверхности стола. Характер движений в долбежных станках такой же, как и в поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Вертикальная компоновка позволяет обрабатывать на долбежных станках внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках затруднено.
-
Структура динамической системы станка
Резание как процесс обработки материалов, структура динамической системы металлорежущего станка. Выражение воздействия упругой системы на рабочие процессы при изменении основных параметров - сечении среза, давлении на поверхность и скорости движения.
-
Возможности современных станков для обработки спироидных червяков
Спироидные червяки – детали типа вал. Этапы обработки деталей, обзор станков и обрабатывающих центров токарной группы. Преимущества зарубежных станков: автоматическое и плавное регулирование скорости вращения, быстрое перемещение по осям координат.
-
Технологический процесс изготовления детали "Валик терморегулятора"
Служебное назначение детали, технологический чертеж детали. Выбор и обоснование схем базирования и установки. Выбор оборудования, инструмента и оснастки. Расчет координат опорных точек траектории движения режущего инструмента. Назначение режимов резания.
-
Обозначение осей координат и направлений перемещений исполнительных органов на схемах станков с числовым программным управлением (ЧПУ)
Стандартная система координат станка с числовым программным управлением. Направления стандартной системы координат различных видов станков. Методика и условные обозначения осей координат и направлений перемещений на схемах агрегатных станков с ЧПУ.