Название: Выбор оптимального варианта обслуживания технологического оборудования промышленным роботом
Вид работы: реферат
Рубрика: Промышленность и производство
Размер файла: 91.32 Kb
Скачать файл: referat.me-302978.docx
Краткое описание работы: Промышленный робот – это перепрограммируемая автоматическая машина. Два этапа проектирования различных видов РТК. Индивидуальное и групповое обслуживание оборудования. Расчет длительности цикла обслуживания технологического оборудования. Варианты.
Выбор оптимального варианта обслуживания технологического оборудования промышленным роботом
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
РЕФЕРАТ
На тему:
"Выбор оптимального варианта обслуживания технологического оборудования промышленным роботом"
Минск, 2009
Промышленный робот – перепрограммируемая автоматическая машина, применяемая в производственном процессе для выполнения двигательных функций, аналогичных функциям человека. ПР способен воспроизводить некоторые двигательные и умственные функции человека при выполнении им основных и вспомогательных производственных операций без непосредственного участия человека. Для этого его наделяют некоторыми способностями: слухом, зрением, осязанием, памятью и др., а также способностью к самоорганизации, самообучению и адаптации к внешней среде.
Уже сегодня ПР заменяют людей у станков с числовым программным управлением (ЧПУ) там, где затрачивается монотонный труд, где работают с радиоактивными, токсичными, взрывоопасными веществами, в сложных температурных условиях, в условиях повышенной вибрации, шума, загрязнённости воздуха, в стеснённых местах и т.д.
Разнообразие производственных процессов и условий производства предопределяют наличие различных типов роботов и соответственно различных РТК.
Простейшим типом РТК является роботизированная технологическая ячейка (единица роботизированного оборудования), в которой выполняется некоторое количество вспомогательных технологических операций.
Более крупным РТК является роботизированный технологический участок (от 3 до 10 единиц технологического оборудования). На нём ПР выполняет ряд вспомогательных технологических операций. Если операции осуществляются на оборудовании, расположенном в строгой последовательности технологических операций, комплекс представляет собой роботизированную технологическую линию.
При проектировании различных видов РТК, как правило, выделяются два этапа.
На первом этапе рассматриваются проблемы производства, выбираются объекты роботизации, состав основного технологического оборудования, вид движений деталей, система рационального автоматизированного управления технологическим процессом и функциональными задачами.
На втором этапе осуществляется непосредственное проектирование РТК, формируется структура, определяется количество и характеристики ПР и технологического оборудования, разрабатываются рациональные планировки оборудования РТК в производственном помещении, выбираются компоновочные схемы РТК, составляются и отлаживаются алгоритмы и программы системы управления РТК, необходимые в период функционирования.
Компоновочные схемы РТК зависят от решаемых технологических задач, уровня автоматизации, количества и типа ПР, их технических и функциональных возможностей. Различают индивидуальное и групповое обслуживание технологического оборудования ПР.
Индивидуальное обслуживание оборудования – ПР встроен в единицу технологического оборудования; ПР размещён рядом с единицей технологического оборудования; несколько ПР обслуживают единицу технологического оборудования.
Групповое обслуживание оборудования – обслуживание одним ПР нескольких единиц технологического оборудования при линейном или круговом расположении оборудования (при линейной или цилиндрической системе координат).
Важнейшим направлением при создании РТК является использование компоновочных схем, основанных на групповом обслуживании технологического оборудования.
При формировании участка с линейной формой компоновки технологического оборудования оно располагается вдоль прямоточно-возвратной трассы в одну или несколько линий, а ПР перемещается по напольным или подвесным направляющим этой трассы. Предположим, что в качестве средства, осуществляющего транспортировку деталей от одного станка к другому и обслуживанию станков, используется напольный подвижной ПР, тогда компоновка участка будет выглядеть, как это показано на рис. 1.
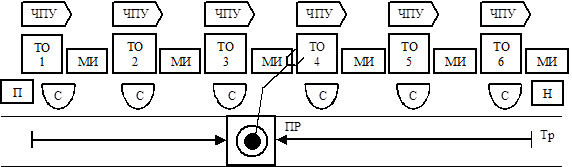
Рис.1. Линейная компоновочная схема расположения оборудования, обслуживаемого промышленным роботом:
ТО – технологическое оборудование; ЧПУ – устройство числового программного управления; МИ – магазин инструментов; С – стол для деталей; ПР – подвижной промышленный робот; Тр – трасса ПР; П – питатель заготовками;
Н – накопитель готовых деталей.
При формировании участка с круговой формой компоновки технологического оборудования оно располагается по окружности, в центре которой устанавливается ПР для выполнения транспортной и обслуживающей операций. Используется при компоновке малогабаритного оборудования и обработке мелких деталей.
Оптимальным вариантом следует считать такую форму обслуживания технологического оборудования ПР, которая обеспечивает минимальную длительность цикла и максимальную загрузку оборудования.
Длительность цикла обслуживания оборудования ПР – это период времени от начала обслуживания первого станка по ходу технологического процесса до последнего и возвращения к первому станку. Его длительность зависит от времени обработки деталей на каждой операции, времени транспортировки алгоритма и обслуживания станков.
Расчёт длительности цикла обслуживания оборудования ПР рассмотрим на примере использования линейной компоновочной схемы расположения оборудования, как наиболее широко используемой. Пусть производственная система для обработки деталей состоит из m станков, расположенных в линейной системе координат, и одного ПР при последовательной форме обслуживания.
Суть такой формы обслуживания состоит в следующем: любая деталь (изделие) должна пройти последовательную обработку на каждом из станков согласно технологическому процессу. Перед каждым станком есть стол, где может находиться не более одной заготовки, ожидающей своей очереди на обработку. Время обработки деталей (машинное время и время, необходимое для загрузки-разгрузки) на 1,…, m станках обозначим соответственно t1, t2, …, tm (от i=1 до m); время, необходимое для переноса (транспортировки) деталей от 1-го станка ко 2-му, – tтр.1, от 2-го к 3-му, – tтр.2 и т.д. к m-му – tтр. m.
Допустим, что время, необходимое ПР для переноса заготовки из питателя (п) к 1-му станку и детали с m-го станка к накопителю (н), достаточно мало и им можно пренебречь.
Выбор наилучшего варианта группового обслуживания оборудования заключается в следующем: найти такой вариант обслуживания станков ПР при последующей форме обслуживания, который бы обеспечил минимальную длительность цикла и максимальную загрузку оборудования.
При этом возможны следующие варианты обслуживания оборудования.
1. ПР, двигаясь от 1-го к m-му станку, поочерёдно их загружает, двигаясь в обратную сторону, поочерёдно разгружает. В этом случае длительность цикла (Тц.1) обслуживания технологического оборудования определяется по формуле
|
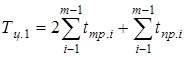 ,
,где  – время, которое ПР затрачивает на транспортировку деталей от 1-го станка к m-му станку и возвращение в исходную позицию к 1-му станку, мин;
– время, которое ПР затрачивает на транспортировку деталей от 1-го станка к m-му станку и возвращение в исходную позицию к 1-му станку, мин;
![]() – время простоя ПР в ожидании окончания обработки деталей на каждой операции, следующей за i-й, определяется по формуле
– время простоя ПР в ожидании окончания обработки деталей на каждой операции, следующей за i-й, определяется по формуле
|
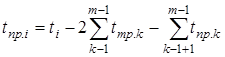 ,
,где  – время, которое ПР тратит на перемещение от m-го станка к i-му станку и возвращение его в исходную позицию, мин;
– время, которое ПР тратит на перемещение от m-го станка к i-му станку и возвращение его в исходную позицию, мин;
 – время простоя ПР на каждой k-ой операции в ожидании ее окончания, мин.
– время простоя ПР на каждой k-ой операции в ожидании ее окончания, мин.
2. ПР, двигаясь от 1-го к m-му станку, одновременно разгружает и загружает станки, затем от m-го станка возвращается к 1-му, и процесс повторяется. В этом случае длительность цикла (Тц.2) определяется по формуле
|
 ,
,
|
 ,
,где ![]()
![]() – минимальное время транспортировки деталей в паре смежных операций k, k + 1, мин.
– минимальное время транспортировки деталей в паре смежных операций k, k + 1, мин.
3. Смешанный случай, при котором часть оборудования может быть обслужена по первому варианту, а часть – по второму. Тогда длительность цикла обслуживания оборудования определяется по формуле
|
где ![]() ,
, ![]() – часть длительности цикла при обслуживании оборудования соответственно по первому и второму вариантам.
– часть длительности цикла при обслуживании оборудования соответственно по первому и второму вариантам.
Коэффициент загрузки оборудования определяется по формуле
|
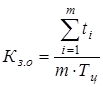 ,
,Расчёта длительности цикла обслуживания технологического оборудования ПР
Для условного примера возьмём следующие исходные данные: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Расчёт произведём по каждому из выше описанных вариантов.
Расчёт произведём по каждому из выше описанных вариантов.
Первый вариант. Алгоритм работы: ПР берёт деталь из питателя и загружает 1-й станок, затем берёт деталь со стола 1-го станка и загружает 2-й станок и так до 6-го станка. Причём, загрузив 6-й станок, ПР не ждёт окончания обработки детали на этом станке, а движется к 5-му станку и разгружает его, далее он передвигается к 4-му, 3-му, 2-му, 1-му и выполняет аналогичную операцию. После чего процесс обслуживания повторяется.
А. Определяем время простоя ПР на каждой i-ой операции в ожидании её окончания.
![]()
![]()
![]()
Следовательно, ![]()
![]()
![]()
Следовательно, ![]()
![]()
Следовательно, ![]()
Б. Определяем длительность цикла обслуживания технологического оборудования ПР по первому варианту:
![]()
Коэффициент загрузки оборудования по первому варианту составил
![]()
Второй вариант. В этом случае ПР, перемещаясь от 1-го к 6-му станку, одновременно загружает и разгружает станки. Обслужив последний, ПР возвращается к 1-му и процесс обслуживания повторяется снова.
Ввиду того, что время переноса детали от одного станка к другому различное, рассмотрим пары времен. Для каждой пары выбираем минимальное время переноса и, ориентируясь на него, организуем обслуживание станков:
![]()
![]()
![]()
![]()
Алгоритм работы: ПР сначала разгружает 1-й станок на стол перед ним; затем, взяв заготовку из питателя, загружает 1-й станок, после чего берет деталь со стола 1-го станка и переносит ее на стол перед 2-м станком. Далее ПР без детали двигается к 3-му станку, разгружает его на стол перед ним, возвращается ко 2-му станку, берет деталь со 2-го станка, перемещается к 3-му станку и загружает его, снова возвращается ко 2-му станку и загружает его со 2-го стола. Таким образом уже обслужены 1-й, 2-й и 3-й станки, и ПР перемещается к 4-му станку, захватив деталь с 3-го стола, помещает ее на стол перед 4-м станком. Далее ПР без детали двигается к 5-му станку, разгружает его на стол перед ним, возвращается к 4-му станку, берет деталь с 4-го станка, перемещается к 5-му станку и загружает его, снова возвращается к 4-му станку и загружает его с 4-го стола. Таким образом, ПР загрузил еще 4-й и 5-й станки. Далее ПР перемещается к 5-му столу, берет деталь и переносит ее к 6-му столу, затем разгружает 6-й станок в накопитель готовых деталей и загружает его с 6-го стола. Обслужив все станки, ПР возвращается в исходную позицию к 1-му станку, и цикл повторяется.
А. Определяем время простоя ПР на каждой i-ой операции в ожидании её окончания:
![]()
Следовательно, ![]()
![]()
Следовательно, ![]()
![]()
Следовательно, ![]()
![]()
Следовательно, ![]()
![]() Следовательно,
Следовательно, ![]()
![]()
Следовательно, ![]()
Б. Определяем длительность цикла обслуживания технологического оборудования ПР по второму варианту:
![]() Коэффициент загрузки оборудования по второму варианту составил
Коэффициент загрузки оборудования по второму варианту составил
![]()
Третий вариант. Примем, что в этом случае ПР обслуживает станки с 1-го по 2-й по методике второго варианта, а начиная с 3-го по 6-й, по методике первого варианта.
Алгоритм работы: ПР, разгрузив 1-й станок на стол перед ним, берет заготовку из питателя и загружает ею 1-й станок. Затем берет деталь с 1-го стола и переносит ее на стол 2-го станка. Дождавшись конца обработки детали на 2-м станке, берет деталь и перемещается к 3-му станку и загружает его, затем возвращается ко 2-му станку и загружает его. После чего перемещается к 3-му станку, берет деталь со стола 3-го станка и движется к 4-му станку и загружает его. Затем берет деталь со стола 4-го станка и перемещается к 5-му станку и загружает его, далее берет деталь со стола 5-го станка и переносит ее на стол 6-го станка. Разгружает 6-й станок в накопитель готовых деталей, берет деталь со стола 6-го станка и загружает 6-й станок. Затем ПР движется к 5-му станку и разгружает его на 5-й стол. Затем движется к 4-му станку и разгружает его на 4-й стол, затем движется к 3-му станку и разгружает его на 3-й стол, а затем движется сразу к 1-му станку и цикл повторяется.
А. Определяем время простоя ПР на каждой i-ой операции в ожидании её окончания:
![]()
![]()
![]()
Следовательно, ![]()
![]()
![]()
Следовательно, ![]()
![]()
![]()
Следовательно, ![]()
![]()
![]()
Коэффициент загрузки оборудования по третьему варианту составил
![]()
Рассчитав длительность цикла обслуживания станков ПР по каждому из трех вариантов и сравнив полученные результаты, приходим к выводу, что наилучшим вариантом обслуживания станков ПР, который обеспечил бы максимальный коэффициент загрузки оборудования и минимальную длительность цикла обслуживания станков ПР, является третий, смешанный, вариант.
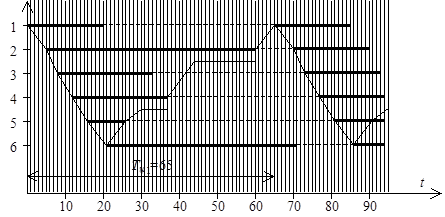
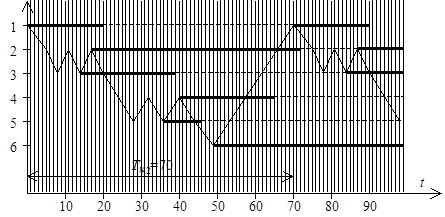
Кроме аналитического метода выбора минимальной длительности цикла обслуживания промышленным роботом технологического оборудования приведём графический метод, позволяющий наглядно проиллюстрировать технологический процесс и показать наиболее эффективный вариант обслуживания с наименьшей длительностью цикла (рис.2).
Графический метод позволяет наглядно показать преимущества по длительности обслуживания станков промышленным роботом, а также пояснить порядок и логику различных вариантов обслуживания. Графический метод наглядно подтвердил вывод, сделанный на основе аналитического метода, о предпочтении для рассматриваемых исходных данных выбора третьего, смешанного варианта.
1 вариант
2 вариант
3 вариант
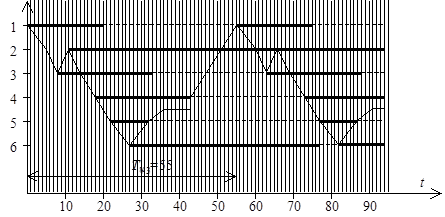
Рис.2. Варианты организации обслуживания станков промышленным
роботом:
![]() - время обработки деталей, мин;
- время обработки деталей, мин;
![]() - время переноса деталей, мин.;
- время переноса деталей, мин.;
![]() - время простоя оборудования, мин.
- время простоя оборудования, мин.
ЛИТЕРАТУРА
1. Новицкий Н.И. Организация и планирование производства: Практикум / Н.И. Новицкий. – Мн.: Новое знание, 2004. – 256 с.
2. Новицкий Н.И. Организация производства на предприятиях: Учеб. -метод. пособие. – М.: Финансы и статистика, 2004. – 392 с.
3. Новицкий Н.И. Основы менеджмента: организация и планирование производства: задачи и лабораторные работы. – М.: Финансы и статистика, 1998. – 208 с.
4. Новицкий Н.И., Пашуто В.П. Организация, планирование и управление производством: Учеб. -метод. пособие / Под ред. Н.И. Новицкого. – М.: Финансы и статистика, 2006. – 576 с.
Похожие работы
-
Новые технологии: доильный робот
При переходе на новые технологии в молочном животноводстве перед хозяйством нередко встает вопрос об освобождении площадей, существенном переделывании дворов. Не все оказываются готовы к таким инвестициям.
-
Промышленные роботы в роботизированных технологических комплексах (РТК) механообработки
Характеристика промышленных роботов для обслуживания металлорежущих станков, их функциональные особенности и назначение, разновидности и отличия. Типовые схемы компоновок РТК механообработки. Состав оборудования и номенклатуры обрабатываемых деталей.
-
Применение промышленных роботов в индустрии
Министерство образования и науки Украины Реферат по теме «Применение промышленных роботов в индустрии» Донецк 2009 г. Содержание 1. Введение 2. Характеристика промышленных роботов
-
Расчет и проектирование гибкой производственной системы
Министерство образования и науки РФ ФГАОУ ВПО «Российский государственный профессионально – педагогический университет» Машиностроительный институт
-
Шлифовальные станки, обрабатывающие центры и гибкие производственные модули (ГПМ)
Общая характеристика и назначение круглошлифовальных станков с числовым программным управлением ЗМ15Ф2 и ЗМ16ЭФ2Н11. Структура и функциональные особенности данных станков, их элементы и принцип работы. Варианты компоновки шлифовального ГПМ "МиниНОВА".
-
Разработка робототехнического комплекса токарной обработки вставки, пальца и оси сателлита
Разработка технологического процесса изготовления деталей. Расчет и проектирование транспортера-накопителя и разработка наладок размещения на нем заготовок. Разработка наладок при обработке заготовок на токарном оборудовании. Расчет захватного устройства.
-
Программирование роботов робототехнических комплексов (РТК) механообработки
Разработка алгоритма функционирования управляющей программы для промышленных роботов, его особенности и порядок реализации. Состав типового многостаночного РТК. Примеры РТК механообработки и других сфер машиностроения, их функциональная нагрузка.
-
Автоматизация производственных процессов
Экономические преимущества использования автоматических систем в производстве. Выбор операции для работотизации. Схемы базирования и установки.
-
Обработка на станках с ЧПУ
Методика построения циклограмм функционирования роботизированного технологического комплекса. Операции технологического процесса обработки цапфы на станках. Точение ступеней на токарном станке с ЧПУ TRENS. Электрический контроль клапанов соленоидов.
-
Технология транспортного производства
Расчёт технологической схемы механизированной перегрузки грузов.