Название: Визначення точності позиціювання промислового робота
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 31.09 Kb
Скачать файл: referat.me-303806.docx
Краткое описание работы: Кількісна величина, що визначає точність позиціювання промислового робота, як помилка позиціювання. Призначення промислового робота МП-9С для пересування виробів, точність його позиціювання у залежності від величини пересування по координатах X та Z.
Визначення точності позиціювання промислового робота
Лабораторна робота
Тема: Визначення точності позиціювання промислового робота
Мета роботи: Визначити точність позиціювання промислового робота МН-9С у залежності від величний пересування по координатах X та Z.
Обладнання та пристрої:
1. Промисловий робот МП-9С, призначений для пересування виробів згідно з своїми технічними даними.
2. Індикатор годинникового типу з діапазоном вимірювання 0.4 мм і точністю 0,002 мм.
3. Штангенциркуль і лінійка.
4. Набір деталей.
Кількісною величиною, що визначає точність позиціювання промислового робота є помилка позиціювання.
Під помилкою позиціювання будемо розуміти різницю між фактичним положенням умовної точки робочого органа і точкою, заданою програмою.
Помилки позиціювання: помилки пристрою керування, помилки приводів, технологічні похибки виготовлення елементів та вузлів маніпулятора, пружні властивості кінематичних лапок маніпулятора робота, люфти та зазори в кінематичних парах, похибки позиціювання, що залежать від умов експлуатації промислового робота, теоретичні положення точності позиціювання промислових роботів.
Вводимо програму:
F300 - Поворот вліво.
F000 - Висування руки.
F100 - Втягування руки.
точність позиціювання промисловий робот
Отримані дані заносимо в таблицю:
| № досл. | Частинне значення xi , мк | xi - а | (xi - а) 2 |
| 1 | 1 | -3,96 | 15,6816 |
| 2 | 2 | -2,96 | 8,7616 |
| 3 | 4 | -0,96 | 0,9216 |
| 4 | 2 | -2,96 | 8,7616 |
| 5 | 5 | 0,04 | 0,0016 |
| 6 | 2 | -2,96 | 8,7616 |
| 7 | 3 | -1,96 | 3,8416 |
| 8 | 4 | -0,96 | 0,9216 |
| 9 | 5 | 0,04 | 0,0016 |
| 10 | 5 | 0,04 | 0,0016 |
| 11 | 6 | 1,04 | 1,0816 |
| 12 | 4 | -0,96 | 0,9216 |
| 13 | 5 | 0,04 | 0,0016 |
| 14 | 5 | 0,04 | 0,0016 |
| 15 | 6 | 1,04 | 1,0816 |
| 16 | 4 | -0,96 | 0,9216 |
| 17 | 6 | 1,04 | 1,0816 |
| 18 | 5 | 0,04 | 0,0016 |
| 19 | 4 | -0,96 | 0,9216 |
| 20 | 8 | 3,04 | 9,2416 |
| 21 | 9 | 4,04 | 16,3216 |
| 22 | 7 | 2,04 | 4,1616 |
| 23 | 10 | 5,04 | 25,4016 |
| 24 | 7 | 2,04 | 4,1616 |
| 112,9584 |
Середньоарифметичне значення:
![]() .
.
Середнє квадратичне відхилення:
![]() .
.
Розмах розсіювання частинних значень: Р = хі мах - хі мін = 10 - 1= 9
Для заданого числа дослідів приймаємо число інтервалів:
![]() .
.
Визначаємо ціну інтервалу С = Р / К = 9/2 = 4,5.
| № п/п | Діапазон інтервалів, мк | Середина інтервалу, мк | nm | q | f' ( x) |
1 2 Всього |
1 - 4,5 4,5 - 10 |
3 7 |
10 14 24 |
0,42 0,58 1 |
0,09 0,13 |
Визначаємо частоту q і густину ймовірності f' ( x) розподілу частинних значень:
![]() ;
; ![]() .
.
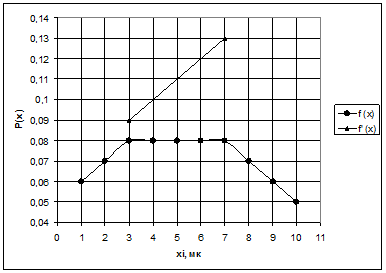
| xi | x - а | f ( x) | ||
10 9 8 7 6 5 4 3 2 1 |
5,04 4,04 3,04 2,04 1,04 0,04 0,96 1,96 2,96 3,96 |
1,07 0,86 0,65 0,43 0,22 0,01 0, 20 0,42 0,63 0,84 |
0,2251 0,2756 0,3230 0,3637 0,3961 0,3989 0,3910 0,3653 0,3271 0,2803 |
0,05 0,06 0,07 0,08 0,08 0,08 0,08 0,08 0,07 0,06 |
Теоретична крива густини ймовірності будується згідно з формулою:
![]() ,
,
де φ0 - табульоване значення густини ймовірності.

![]()
Отже, висунута гіпотеза прийнятна. Відповідно точність позиціювання робота:
Т = ± 3δ = ± 3 · 4,71 = ± 14,13
Висновок: на лабораторній роботі ми визначили точність позиціювання промислового робота МП-9С у залежності від величини пересування по координатах X та Z.
За проведеними розрахунками можна зробити висновок, що прийнята гіпотеза вірна. Дана ймовірність відчиняється закону Гука, точність позиціювання Т = ± 14,13
Похожие работы
-
Характеристика засобів контролю поверхонь і поверхневого шару
Технологічне оснащення та узагальнення основних засобів контролю поверхонь і поверхневого шару. Метод гамма-променевої фотоелектронної спектроскопії. Метод електронної ОЖЕ-спектроскопії. Метод Раман-спектроскопії. Метод скануючої тунельної мікроскопії.
-
Дослідження роботи і продуктивності вібраційного бункерно-завантажувального пристрою
Використання різних завантажувальних пристроїв. Функції захвату в автоматичних системах живлення вібробункерів. Робота вібробункера при зміні, підведеної до котушки вібратора напруги. Вплив матеріалу деталі та ваги на швидкість її вібротранспортування.
-
Дослідження впливу тертя на стійкість деталей машин проти спрацювання
Інтенсивність спрацювання деталей: лінійна, вагова та енергетична. Метод оцінки зносостійкості матеріалів. Розрахунок вагової інтенсивності спрацювання бронзи марки БрАЖ9-4. Аналіз результатів дослідження впливу тертя на стійкість проти спрацювання.
-
Вивчення методу точного відліку переміщення робочого органу на базі індуктосіну
Будова та принцип дії приладу моделі 2026 з індуктосіном (датчиком лінійних переміщень) призначеного для попереднього налагодження різального інструменту в токарних верстатах по заданим розмірам. Його технічна характеристика. Способи настройки пристрою.
-
Промислові роботи
Сучасний стан робототехніки, її можливості. Структура і класифікація промислових роботів, їх основні технічні показники, конструкції. Типи маніпуляторів, їх захватні пристрої, приводи і елементи автоматики, системи керування, точність позиціонування.
-
Діагностика процесів лезової обробки
Процес лезової обробки та рівень його працездатності. Оцінка якості функціонування процесу. Місце і причини несправностей. Вихідні дані для прогнозування технологічного стану процесу, аналізу ступеня досконалості конструкції та технології виробництва.
-
Налагоджування та програмування промислового робота МП-9С
Основні системи у складі промислового робота: виконавча (рушійна), керуюча (інтелектна), інформаційно-вимірювальна (сенсорна) та система зв'язку. Налагоджування та програмування робота, основні режими роботи. Розробка програми для виконання операцій.
-
Підвищення якості й експлуатаційних властивостей деталей поліграфічного обладнання
Теоретико-експериментальні основи керування технологічними процесами оздоблювально-зміцнюючої обробки для покращення показників якості й експлуатаційних властивостей деталей поліграфічного обладнання, підвищення ефективності поліграфічного виробництва.
-
Вибір і розрахунок технічних параметрів гладкої циліндричної сполуки
Розрахунок гладкої циліндричної сполуки 2-шестірня-вал. Визначення калібрів для контролю гладких циліндричних сполук. Вибір нормальної геометричної точності. Розрахунок підшипникової сполуки 7-підшипник-корпус і 8-підшипник-вал, шпонкової сполуки.
-
Регулювання тиску пара в казані
Будова та принцип роботи казана, представлення його структурної та функціональної схем. Визначення закону регулювання та передатної функції тиску пару у пристрої. Аналіз стійкості системи автоматичного регулювання згідно критеріям Гурвіца та Найквиста.