Название: Налагоджування та програмування промислового робота МП-9С
Вид работы: лабораторная работа
Рубрика: Промышленность и производство
Размер файла: 30.78 Kb
Скачать файл: referat.me-301360.docx
Краткое описание работы: Основні системи у складі промислового робота: виконавча (рушійна), керуюча (інтелектна), інформаційно-вимірювальна (сенсорна) та система зв'язку. Налагоджування та програмування робота, основні режими роботи. Розробка програми для виконання операцій.
Налагоджування та програмування промислового робота МП-9С
Лабораторна робота
Тема: Налагоджування та програмування промислового робота МП-9С
Мета роботи: Отримати навички налагоджування та програмування промислового робота.
Обладнання та пристрої:
1. Промисловий робот М.1І-9С.
2. Набір деталей.
У загальному випадку робот складається з 4 систем: виконавчої (рушійної), керуючої (інтелектної), інформаційно-вимірювальної (сенсорної) та системи зв'язку.
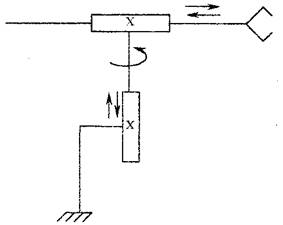
Рис.2.1 Кінематична схема робота МП-9С
На маніпулятор подається напруга постійного струму 24±2,4 В від пристрою управління, що підключений до мережі змінного струму напругою 220 В. В маніпуляторі на кожний рух, крім захвата, встановлено два електропневматичних клапана, оснащених дроселями, регулювання яких дозволяє змінювати швидкість руху по кожній координаті. Позиціювання маніпулятора виконується по кінцевим регулюємим упорам.
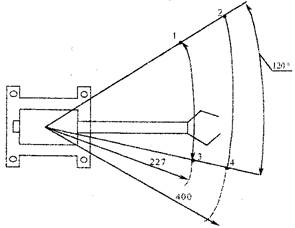
Рис.2.2 Робоча зона робота
промисловий робот програма налагоджування
Послідовність і кількість рухів маніпулятора відповідно до прийнятої технологічної схеми встановлюється вводом програми з пульта керування.
Сигнал про виконання кожного руху маніпулятора видають контакти магнітокеруємі електричні при наближенні до цих постійних магнітів, встановлених на рухомих частинах.
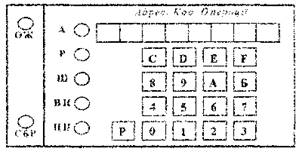
Рис.2.3 Пульт керування робота
Основними режимами роботи ПК є:
1. Автоматичний (режим „А”) - робота під керуванням записаної у пам'ять програми.
2. Ручний (режим „Р”) - робота по командам, що задаються з пульта керування вручну.
3. Кроковий (режим „Ш”) - крокове виконання програми. Після кожного виконання команди робота ПК зупиняється.
4. Ввід програми (режим „ВП”) - запис у пам'ять робочих програм, що вводяться з пульта керування.
5. Перегляд програми (режим „ПП”) - вивід складових робочих програм на одностроковий дисплей.
6. Функціональна клавіатура (режим „Ф” з додатковою індикацією на дисплеї).
Індивідуальне завдання
Скласти програму для виконання наступних операцій:
Захопити деталь в т.1, перемістити в т.4 і залишивши її повернутись в т.1.
Розробка програми подана у таблиці:
| Формат команди | Клавіші | Дія, що виконується |
F400 F100 F300 FA00 F500 FБ00 F400 F000 F200 F500 FА00 F400 F100 F300 |
4 1 3 А 5 Б 4 0 2 5 А 4 1 3 |
Підняття Втягування руки Поворот вліво Розтискання схвата Опускання Стискування схвата Підняття Висування руки Поворот в право Опускання Розтискання схвата Підняття Втягування руки Поворот вліво |
Висновок: на даній лабораторній роботі ми отримали навички налагодження та програмування промислового робота. Також дійшли висновку, що використання такого промислового робота МП-9С та технологічного обладнання з ЧПК дозволяє оперативно переходити з однієї операції на іншу, дає можливість комплексної автоматизації дрібносерійного та серійного виробництва, що характеризуються великими об’ємами та широкою номенклатурою продукції, яка випускається, а також підвищити продуктивність виробництва.
Похожие работы
-
Технологічні методи підвищення продуктивності та зниження собівартості виробів
Основні фактори зниження собівартості машин при їх конструюванні: використання сучасних досягнень науки і техніки; збільшення кількості виробів, що виготовляються в одиницю часу; скорочення накладних витрат та затрат на заробітну плату і матеріали.
-
Розрахунок економічного ефекту від впровадження автоматизації системи контролю вузлів та блоків
Курсова робота Тема: Розрахунок економічного ефекту від впровадження автоматизації системи контролю вузлів та блоків радіоелектронних пристроїв
-
Інформаційні логістичні системи
Дослідження основних напрямків інформаційно-технічного забезпечення логістичної системи. Аналіз створення програм, що автоматизують процеси планування, прогнозування, ведення баз даних. Огляд вертикальної і горизонтальної інтеграції інформаційних систем.
-
Підготовка керуючої програми і настроювання оперативної системи керування верстата 1В340Ф30
Принцип роботи пульту числового програмного керування. Текст керуючої програми для заданих умов обробки деталі. Частота обертання шпинделя верстата. Цикли поперечної обробки та обробки дуги проти годинникової стрілки. Цикл глибокого свердління.
-
Дослідження роботи і продуктивності вібраційного бункерно-завантажувального пристрою
Використання різних завантажувальних пристроїв. Функції захвату в автоматичних системах живлення вібробункерів. Робота вібробункера при зміні, підведеної до котушки вібратора напруги. Вплив матеріалу деталі та ваги на швидкість її вібротранспортування.
-
Відновлення і зміцнення деталей машин і обладнання методом електродугової металізації
Сутність технологічного процесу відновлення номінальних розмірів спрацьованої деталі типу "вал" методом електродугової металізації. Етапи процесу отримання покриття методом електродугової металізації. Режими токарної обробки зносостійких покриттів.
-
Відновлення і зміцнення деталей верстатів, машин і обладнання методами газотермічного напилювання покриттів і наплавлення
Основні методи нанесення газотермічних покриттів. Послідовність виконання технологічних операцій при підновленні спрацьованих деталей типу "вал". Технологічний процес відновлення, зміцнення деталей типу "вал" методами газотермічного напилювання покриттів.
-
Визначення точності позиціювання промислового робота
Кількісна величина, що визначає точність позиціювання промислового робота, як помилка позиціювання. Призначення промислового робота МП-9С для пересування виробів, точність його позиціювання у залежності від величини пересування по координатах X та Z.
-
Розробка на мові асемблера алгоритму контролю на парність масиву даних
Процес розробки програми на асемблері: постановка і формулювання завдання, проектування, кодування, налагодження і тестування, експлуатація та супровід. Типи відладчиків та класифікація підтримуваних операндів. Програма контролю на парність масиву даних.
-
Визначення дійсного значення частот обертання шпинделя
Розрахунки і побудова графіків частот обертання шпинделя, методика визначення дійсного значення. Порівняння теоретичних розрахунків та експериментальних даних. Кінематична схема та структурна формула. Оцінка похибок розрахунків частот обертання шпинделя.