Название: Статистический анализ технологических процессов
Вид работы: контрольная работа
Рубрика: Экономика
Размер файла: 36.92 Kb
Скачать файл: referat.me-390240.docx
Краткое описание работы: Статистическая обработка данных технологического процесса. Расчет индекса воспроизводимости. Построение гистограммы для выявления положения среднего значения и характера рассеивания. Особенности использования диаграммы Исикавы. Составление карт контроля.
Статистический анализ технологических процессов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КАФЕДРА “ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ”
Контрольная работа по дисциплине “Контроль качества продукции”
Студент Быков Р.Н.
Группа М-501
Преподаватель Драчев А.О.
ТОЛЬЯТТИ 2003-2004
Содержание
Введение
1. Статистическая обработка данных
2. Построение гистограммы
3. Диаграмма Исикавы
4. Составление карт контроля
Выводы
Список литературы
Приложения
Введение
В настоящее время, в условиях насыщенности рынка и конкуренции, приоритетным направлением деятельности предприятия является повышение качества продукции. С повышением уровня качества тесно связано повышение эффективности хозяйствования и возможность раскрытия новых экономических резервов. При этом следует отметить, что современные производственные процессы одновременно являются процессами расширенного воспроизводства, при которых повышение качества изделий позволяет шире использовать производственные возможности, экономичнее расходовать сырье, материалы и энергию, более рационально распределять свои силы.
Основной задачей любого предприятия является обеспечение качества выпускаемой продукции, которая отвечала бы определенным потребностям, в области применения или назначения, удовлетворяла бы требованиям потребителя, соответствовала бы применяемым стандартам и техническим условиям, учитывала бы требования охраны окружающей среды, предлагалась бы потребителю по доступным ценам и приносила бы стабильную прибыль. Но все это не может быть обеспечено без правильно организованной системы контроля качества.
Основной задачей служб контроля наряду с предупреждением брака является анализ технологических процессов с точки зрения обеспечения требуемого качества выпускаемой продукции и подготовки предложений по совершенствованию технологии и координации действий всех подразделений предприятия по обеспечению качества.
Качество процесса определяется тем, насколько потребительские свойства продукта удовлетворяются на заводском уровне, то есть степенью соответствия требованиям нормативно-технической документации. Эффективность процесса оценивается по качеству выпускаемой продукции и обеспечивается с помощью системы управления.
Разработка корректирующих мероприятий производится на основе статистического анализа технологических процессов. Он позволяет выявить «узкие» места, проследить тенденции появления отклонений, определить их закономерности, оценить точность и стабильность работы оборудования и т.д.
Поэтому целью данной контрольной работы является овладение базовыми навыками применения статистических методов.
1. Статистическая обработка данных
Оценка технологической точности обработки на контрольной операции проводится с помощью индексов воспроизводимости Ср и Срк .
Допускаемые значения индексов воспроизводимости для общепринятых оценок технологического процесса должны принимать следующие значения: 1 <[Cp ] < 1,33 и 1 <[Cp к ] < 1,33.
Значение индекса воспроизводимости Ср определим по формуле:
Ср
= ![]() =0,012/0,01387=0,8646, (1.1)
=0,012/0,01387=0,8646, (1.1)
где Δ – поле допуска по чертежу:
Δ = ВЗ-НЗ=21,994-21,982=0,012, (1.2)
где ВГД, НГД – верхняя и нижняя граница поля допуска контролируемого размера.
W – поле рассеивания размеров, определяемое по формуле:
W=k×S=6,5∙0,00214=0,01387 (1.3)
K=6,5 – поправочный коэффициент, для выборки 100;
S –среднеквадратичное отклонение.
Определим среднеквадратичное отклонение по формуле:
s = ![]() =0,00214 (1.4)
=0,00214 (1.4)
где Хi – результат i-ого измерения;
(Хср )= 21,98769мм – среднее значение контролируемых размеров для всего объема выборки,
n=100 – количество, контролируемых размеров в выборке.
Полученное значение индекса воспроизводимости 0<Ср <1; поэтому технологический процесс происходит в статистически не устойчивом состоянии для принятого поля допуска контролируемого размера, т.е. все получаемые на данной настройке входят в требуемый допуск.
Определим значение индекса воспроизводимости Срк по формуле:
Срк
=![]() =2∙0,00569/0,01387=0,81994, (1.5)
=2∙0,00569/0,01387=0,81994, (1.5)
где Dкрит – критическое расстояние между средней границей прохождения процесса и ближайшей границей поля допуска, принимаемое как минимальное
Расстояние между средней границей прохождения процесса и наибольшей границей поля допуска определим по формуле:
D крит 1 =ВЗ–(Хср )=21,994-21,98769=0,00631 (1.6)
Расстояние между средней границей прохождения процесса и наименьшей границей поля допуска определим по формуле:
D крит 2 =(Хср )–НЗ=21,98769-21,982=0,00569 (1.7)
Из полученных значений выбираем наименьшее и подставляем его в формулу (1.5)
Полученное значение индекса воспроизводимости Срк < Ср ; это говорит о том, что настройка процесса смещена от центра поля допуска, поэтому для улучшения качества процесса необходимо увеличить Срк .
2. Построение гистограммы
Для выявления положения среднего значения и определения характера рассеивания построим гистограмму.
Определим размах для всего объема контролируемых размеров в выборке.
R = Хmax -Xmin + 2е=21,994-21,982+2∙ 0,0005=0,013 (2.1)
где е=0,0005 – погрешность измерения.
Определяем ширину интервала по формуле:
К = ![]() =0,0013 (2.2)
=0,0013 (2.2)
Определяем границы интервала по формулам:
НГi = Хmin – e=21,982-0,0005=21,9815 (2.3)
ВГi = НГi + К=21,9815+0,0013=21,9828 (2.4)
где НГ и ВГ – соответственно верхняя и нижняя границы интервала.
Разделим весь диапазон контролируемых значений на k-интервалов и отметим границы интервалов (α1 , α2 … αк+1 )
Подсчитаем количество значений (ni ), попавших в каждый интервал, и составим интервальную таблицу частот
Вычислим длину интервала h = (αк+1 - α1 )/к
Все полученные значения сводим в таблицу 2.1
Гистограмму представим на рис 2.1
Таблица 2.1
| № интервала |
Размерный интервал |
Частота попадания в заданный интервал |
|
| 1 |
21,9815 |
21,9828 |
0 |
| 2 |
21,9828 |
21,9841 |
7 |
| 3 |
21,9841 |
21,9854 |
6 |
| 4 |
21,9854 |
21,9867 |
22 |
| 5 |
21,9867 |
21,9880 |
32 |
| 6 |
21,9880 |
21,9893 |
25 |
| 7 |
21,9893 |
21,9906 |
13 |
| 8 |
21,9906 |
21,9919 |
6 |
| 9 |
21,9919 |
21,9932 |
5 |
| 10 |
21,9932 |
21,9945 |
0 |
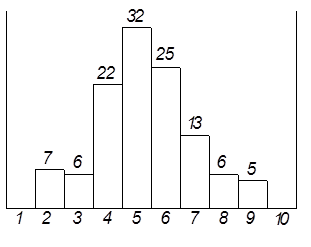
Рис. 2.1
Анализ гистограммы подтверждает, что получаемые на данной операции размеры находятся в поле допуска размера и не выходят за его пределы.
Это подтверждает стабильность технологического процесса, значит настройка на размер проведена верно, техпроцесс не требует подналадки оборудования детали будут получены без брака.
3. Диаграмма Исикавы
Результат процесса зависит от многочисленных факторов, причем некоторые из них могут влиять на другие, то есть быть связанными отношениями "причина - результат". Знание структуры этих отношений, то есть выявление цепочки причин и результатов, позволяет успешно решать проблемы управления, в том числе и проблемы управления качеством. Для удобства анализа структуры причин и результатов используют диаграммы Исикавы - диаграммы причин и результатов.
4. Составление карт контроля
Определим выборочное среднее значение размера и размаха подгруппы по формулам:
Хср i =(Х1 +Х2 +…+Хn )/n; (4.1)
где Х1 , Х2 … Хn – контролируемые значения размеров деталей принадлежащие i-ой подгруппе;
n – количество, контролируемых размеров деталей в подгруппе
Среднее значение размаха контролируемых значений деталей
принадлежащих i-ой подгруппе определим по формуле:
r=Хmax -Xmin (4.2)
где Хmax и Xmin – наибольшее и наименьшее значение контролируемого размера в i-ой подгруппе.
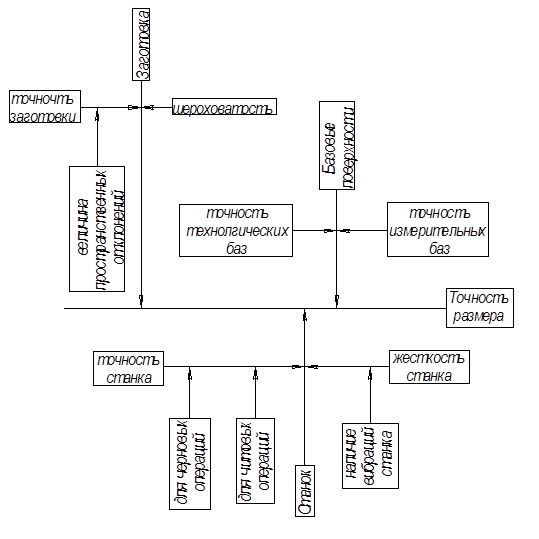
Рис. 3.1 Диаграмма Исикавы
Среднее значение размаха контролируемых размеров деталей для всей выборки определим по формуле:
Rcp =(r1 +r2 +r3 +…rn )/k (4.3)
где r1 , r2 …rn – количество средних значений размаха принадлежащих всей выборке;
k – количество подгрупп объеме выборки.
Среднее значение контролируемых размеров деталей для всей выборки определим по формуле:
(Х)ср =(Хср 1 +Хср 2 +…Хср n )/k; (4.4)
где Хср 1 , Хср 2 …Хср n – количество средних значений размера принадлежащей всей выборке.
Определим верхнюю и нижнюю контрольные границы подгруппы для контролируемых размеров и размахов по формулам.
Верхняя и нижняя контрольные границы для контролируемых размеров выборки (подгруппы):
ВКГХ =(Хср )+А2 Rcp =21,98767+0,577∙0,0052=21,9900004 (4.5)
НКГХ =(Хср )-А2Rcp =21,98767-0,577∙0,0052=21,9846696 (4.6)
Верхняя и нижняя контрольные границы для размахов выборки (подгруппы):
ВКГR =D4 Rср =2,114∙0,0052=0,0109928 (4.7)
где А2 , D3 , D4 – постоянные константы для расчета контрольных границ.
Так как 100 контролируемых значений в выборке, то разбиваем всю выборку значений на 20 подгрупп, и в каждой подгруппе по 5 контролируемых размеров. Тогда для 20 подгрупп, значения констант для расчета контрольных границ принимаем следующие:
n =5; k=20; А2 = 0,577; D4 = 2,114
Результаты сводим в таблицы 4.1
На основании этих значений строим контрольную карту средних значений и карту размаха значений контролируемого размера.
Таблица 4.1
| № подгруппы |
Хср i |
r |
(Хср )ср |
Rср |
| 1 |
21,9876 |
0,007 |
21,98767 |
0,0052 |
| 2 |
21,9872 |
0,005 |
||
| 3 |
21,9882 |
0,005 |
||
| 4 |
21,9866 |
0,002 |
||
| 5 |
21,9876 |
0,006 |
||
| 6 |
21,9882 |
0,008 |
||
| 7 |
21,9872 |
0,003 |
||
| 8 |
21,9868 |
0,002 |
||
| 9 |
21,9868 |
0,008 |
||
| 10 |
21,9884 |
0,006 |
||
| 11 |
21,9872 |
0,003 |
||
| 12 |
21,9894 |
0,002 |
||
| 13 |
21,9876 |
0,005 |
||
| 14 |
21,9874 |
0,006 |
||
| 15 |
21,9866 |
0,008 |
||
| 16 |
21,9876 |
0,007 |
||
| 17 |
21,9872 |
0,005 |
||
| 18 |
21,9890 |
0,006 |
||
| 19 |
21,9872 |
0,003 |
||
| 20 |
21,9896 |
0,007 |
Выводы
1. При статистической обработки данных было выявлено, что процесс воспроизводимости можно считать хорошо настроенным и не требующим перенастройку, так как полученное значение индекса воспроизводимости Срк > 1, а также значение индекса воспроизводимости Ср > 1, поэтому технологическая точность обеспечивается
2. Анализ гистограммы подтверждает, что получаемые на данной операции размеры находятся и приближены к середине поля допуска, значит настройка на размер проведена верно, техпроцесс не требует подналадки оборудования детали будут получены без брака. Гистограмму можно отнести к обычному типу.
3. Проанализировав контрольную карту, также можно сделать вывод о том, что технологический процесс является статистически устойчивым, поскольку все средние значения групп лежат в диапазоне, ограниченном линиями ВКГх и НКГх, и ни одна из них не выходит за его пределы.
Литература
1. ГОСТ 2.105-79 «Общие требования к текстовым документам»
2. ГОСТ 2.503-74 «Правила внесения изменений»
3. ГОСТ 2.1102-81 «Стадии разработки и виды документов»
4. ГОСТ 3.1104-81 «Общие требования к формам, бланкам и документам»
5. ГОСТ 3.1105-84 «Правила оформления документов общего назначения»
6. ГОСТ 3.1111-83 «Правила учета, хранения и внесения изменений»
7. ГОСТ 3.1117-81 «Титульный лист. Правила оформления»
8. ГОСТ 3.1201-85 «Система обозначения технологических документов»
9. ГОСТ 14.306-73 «Правила выбора средств технологического оснащения в процессе технического контроля»
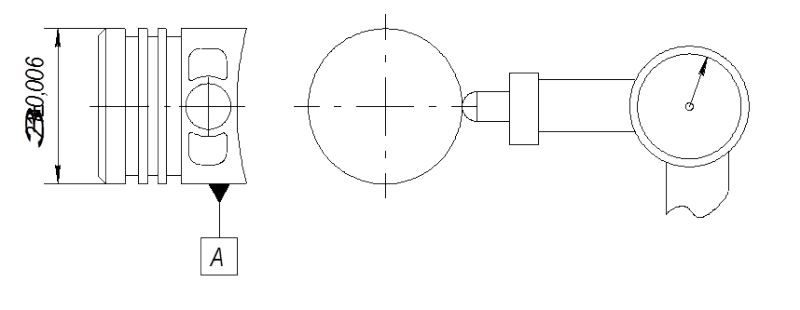
Приложение
| Дубл. |
||||||||||||||
| Взамен. |
||||||||||||||
| Подлин. |
||||||||||||||
| Поршень |
Лист |
|||||||||||||
|
|
||||||||||||||
| КЭ |
||||||||||||||
Похожие работы
-
Статистический анализ удовлетворенности студентов преподаванием дисциплин на кафедре "Управление качеством"
Сущность и разновидности статистических методов. Описание методики оценки и статистического анализа удовлетворенности студентов преподаванием дисциплин, применяемых в КурскГТУ, в частности на кафедре "Управление качеством, метрология и сертификация".
-
Лабораторная работа по ВМС и ТКС
Лабораторная работа по ВМС и ТКС Содержание. Содержание Постановка задачи и материал для решения Итоговая таблица. Диаграммы работ провайдера – фирмы DEMOS.
-
Статистический анализ глобального потепления на примере Санкт-Петербурга
Тенденции глобального потепления климата планеты. Методы статистического анализа и наблюдения за изменением климата на примере Санкт-Петербурга за последние сто лет. Вычисление среднегодовой сезонной температуры, построение графика ее общего изменения.
-
Основы построения экономических информационных систем
1.Постановка задачи. Целью построения информационной системы (ИС) «Супермаркет»(«СМ») является сбор, хранение, обработка и распространение между потенциальными пользователями информации о функционировании СМ, как-то: предоставление руководителю отчета о деятельности СМ, о процессе приема заявок, регистрации и анализа документации, донесение до клиентов и работников фирмы информации о результатах деятельности СМ.
-
Вычисление статистических показателей с помощью пакета "Excel"
Диаграмма рассеивания и подтверждение гипотезы о линейной зависимости, криволинейной связи по заданным статистическим данным с помощью пакета "Excel". Построение корреляционного поля, матрицы, определение параметров линейной связи. Модель Кобба-Дугласа.
-
Анализ данных в линейной регрессионной модели
Построение диаграммы рассеивания (корреляционного поля). Группировка данных и построение корреляционной таблицы. Оценка числовых характеристик для негруппированных и группированных данных. Выборочное значение статистики. Параметры линейной регрессии.
-
Статистические методы анализа качества
Обзор методов статистического обеспечения качества. Применение семи традиционных японских методов анализа качества. Разработка идеи статистического приемочного контроля. Основы и применение математического аппарата, используемого для статистики.
-
Применение контрольных карт
Основные типы контрольных карт. Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку. Индексы пригодности процесса. X-карты для данных с негауссовским распределением. Проектирование контрольной карты.
-
Описательная статистика
Группировка статистических показателей, описывающих выборку. Этапы построения вариационного ряда, группировки данных. Определение частости и эмпирической плотности вероятностей. Построение полигона, гистограммы и эмпирической функции распределения.
-
Статистические методы обработки выборочных данных наблюдений или экспериментов
Первичный анализ экспериментальных данных. Построение эмпирической плотности распределения случайной анализируемой величины и расчет ее характеристик. Определение вида закона распределения величины и расчёт его параметров при помощи метода моментов.